



ķL▌ö╠ņ╚╗ÜŌ╣▄Ą└┬®┤┼Öz£yöĄō■į┌╚▒Ž▌³c▓ķšę╣żū„ųąĄ─▀\ė├
üĒį┤Ż║╬„─Žė═ÜŌ╠’╣½╦Š▌öÜŌ╣▄└Ē╠Ä┴║ŲĮ▌öÜŌū„śIģ^ ū„š▀Ż║Ļ╠┘t│╝ ĢrķgŻ║2018-6-1 ķåūxŻ║
š¬ ꬯║ ×ķ▒ŻšŽķL▌ö╠ņ╚╗ÜŌ╣▄Ą└Ż©ęįŽ┬║åĘQ╣▄Ą└Ż® ░▓╚½ŲĮĘĆ▀\ąąŻ¼ ┴╦ĮŌ╣▄Ą└▒Š¾wĄ─╚▒Ž▌Īó Ė»╬gĀŅør║═▀\ąą─▄┴”Ż¼ ▒▄├Ōę“╣▄Ą└╚▒Ž▌╬┤Ą├ĄĮ╝░Ģrėąą¦Ą─ą▐Å═Č°įņ│╔╣▄Ą└Ė»╬g┤®┐ūĪó ▒¼╣▄Ą╚░▓╚½╩┬╣╩ĪŻ ╣▄Ą└╣▄└Ē▓┐ķTČ╝Ģ■Č©Ų┌▓╔ė├┬®┤┼Öz£yĄ╚╝╝ągī”╣▄Ą└▀Mąą▒Š¾wÖz▓ķŻ¼ ║¾Ų┌ī”╣▄Ą└▒Š¾w╚▒Ž▌Ą─¼Fł÷▓ķšę▒ž▓╗┐╔╔┘Ż¼ ╣Pš▀ĮĶų·PipeImage▄ø╝■Īó ”Ą559Ų┴ųęŠĆŻ©Ų┴Õ\ų┴ųę┐hŻ® Īó ”Ą630×o═■ŠĆŻ©ÓćĻPų┴┼d┬ĪŻ® ┬®┤┼Öz£yöĄō■╝░¼Fł÷īŹļHŪķørųv╩÷┴╦ųŪ─▄Öz£y╚▒Ž▌³c▓ķšęĄ─╗∙▒ŠįŁ└Ē║═£╩┤_▓ķšęųŪ─▄Öz£y╚▒Ž▌³cĄ─ĘĮĘ©Įø“×ĪŻ
ĻPµIį~Ż║ ╣▄Ą└ ųŪ─▄Öz£y ╚▒Ž▌³c ▓ķšę
1Ż«Ū░čį
╣▄Ą└▀\ąą▀^│╠ųąų„ę¬╩▄ĄĮā╚Īó ═Ōā╔éĆŁhŠ│Ą─Ė»╬gŻ¼ ═ŌĖ»╬g═©│Ż╩Ūę“×ķĘ└Ė»Į^ŠēīėŲŲōpĪó └Ž╗»╩¦ą¦╦∙«a╔·Ż¼ ╬ęéā═©│Ż▓╔ė├PCMČÓŅl╣▄ųąļŖ┴„£yįćĪó ų▒┴„ļŖ╬╗╠▌Č╚Ż©DCVGŻ® Ą╚ĘĮĘ©ī”╣▄Ą└═Ō▓┐Ę└Ė»īėŲŲōp³c▀MąąÖz£yĪŻ Ą½╚ń╣¹ę¬ī”╣▄Ą└▒Š¾w▀Mąąę╗éĆ╚½ĘĮ╬╗Īó £╩┤_Ą─Öz£yŻ¼ ═ŌÖz£y╩Ū▀h▀h▀_▓╗ĄĮę¬Ū¾Ą─ĪŻ
īó¤oōpÖz£yįOéõ░▓čbė┌ŪÕ╣▄Ų„╔ŽŻ¼ └¹ė├ŪÕ╣▄┴„│╠īóÖz£yāxŲ„═Ų╦══©▀^▒╗Öz£y╣▄Ą└Ż¼ ▓╔╝»Īó╠Ä└ĒĪó ┤µā”╣▄Ą└▒Š¾wą┼ŽóŻ¼ Å─Č°ī”╣▄Ą└▒Š¾w╚▒Ž▌╝░▀\ąą─▄┴”▀Mąąėąą¦Ą─įu╣└Ż¼ ▀@Š═╩Ū╬ęéā╦∙šfĄ─ųŪ─▄Öz£yĪŻ ųŪ─▄Öz£yūŅ│Żė├Ą─Š═╩ŪMFL┬®┤┼Öz£y╝╝ągŻ©ęįŽ┬║åĘQųŪ─▄Öz£yŻ® ĪŻ ╩└Įń╔Ž▒╚▌^ėą├¹Ą─╣▄Ą└ųŪ─▄Öz£y╣½╦Šėą├└ć°Ą─Tuboscopc GE PIIĪóėóć°Ą─British GasĪó Ą┬ć°Ą─PipetronixĪó ╝ė─├┤¾Ą─CorrproĪŻ ╬„─Žė═ÜŌ╠’╣½╦Š╦∙▌Ā╣▄Ą└─┐Ū░╗∙▒ŠČ╝╩Ūč¹šł├└ć°Ą─Tuboscopc GE PII╣½╦Š▀MąąÖz£yĄ─ĪŻ ╣▄Ą└Öz£yöĄō■Ą─▀\ė├║═▓ķįā▒žĒÜ╩╣ė├įō╣½╦Šķ_░lĄ─PipeImageĘų╬÷▄ø╝■Ż©ūóŻ║ Öz£y╣½╦Šį┌═Ļ│╔ųŪ─▄Öz£y║¾Č╝Ģ■į┌īóPipeImageĘų╬÷▄ø╝■╝░▒O£yöĄō■░l╦═ų┴╣▄Ą└╣▄└Ē▓┐ķTŻ® ĪŻ
ųŪ─▄Öz£y░l¼FĄ─╚▒Ž▌³cöĄō■╩Ū▒╚▌^£╩┤_Ą─Ż¼Į³2─ĻÖz£ył¾Ėµ’@╩ŠŻ¼ Öz£y░l¼F╚▒Ž▌³cį┌╣▄Ą└ųąĄ─└’│╠╬╗ų├Īó ╚▒Ž▌│▀┤ńęčĮøŠ½┤_ĄĮ┴╦║┴├ūĪŻ Ą½į┌¼Fł÷╚▒Ž▌³c▓ķšę╣żū„ųą╬ęéā░l¼FŻ¼ Ė▀Ą═ŲĘ³Ą─╔Į├}Īó Å═ļsĄ─Ąžą╬Ąž├▓Ż¼ Įo╬ęéā£╩┤_Ą─▓ķšę╚▒Ž▌³cŻ©ęįŽ┬║åĘQ▓ķšę╚▒Ž▌³c×ķČ©³cŻ® ĦüĒ┴╦▌^┤¾Ą─└¦ļyĪŻ ╚ń║╬īó£╩┤_Ą─Öz£yöĄō■▀\ė├ĄĮÅ═ļsĄ─╣▄Ą└┬±Ąž¼Fł÷Ż¼ ╠ßĖ▀Č©³cĄ─£╩┤_ąį║═╣żū„ą¦┬╩Ż¼ ╣Ø╝sķ_═┌│╔▒ŠĪŻ ═©▀^PipeImage▄ø╝■ī”Öz£yöĄō■Ą─Ęų╬÷蹊┐║═¼Fł÷īŹļHŪķørĄ─ŠC║Ž▒╚ī”Ż¼ ╬ęéā─▄ē“£╩┤_Ą─šęĄĮ╚▒Ž▌³cĪŻ
2. Č©³c£y┴┐įŁ└Ē
×ķ┴╦ĘĮ▒Ń╚▒Ž▌³c▓ķšęŻ¼ ╣▄Ą└ųŪ─▄Öz£yĢrŻ¼ ╬ęéā═©│ŻĢ■į┌╣▄Ą└螊Ć├┐1╣½└’ū¾ėę▓╝ų├ę╗éƱR┐╦³cŻ©ėó╬─Ż║ markerŻ¼ ėųĘQś╦ėø³cŻ® Ż¼ Öz£yįOéõ═©▀^ĢrŠ═Ģ■į┌öĄō■ųąėøõø±R┐╦³c╬╗ų├Ż¼ ▀@śėę╗Śl═Ļš¹Ą─╣▄ŠĆŠ═▒╗±R┐╦³cŪąĖŅ│╔┴╦öĄ╩«éĆ1╣½└’Ą─ąĪČ╬Ż¼═©▀^ĖĮĮ³Ą─±R┐╦³cŻ¼ į┌▀@1╣½└’ā╚Č©³cŽÓī”Š═╚▌ęūČÓ┴╦ĪŻ
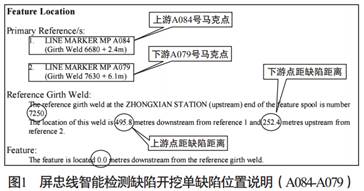
╣Pš▀ęį2008─Ļ8į┬Ą─Ų┴ųęŠĆÖz£yöĄō■╔·│╔Ą─ę╗Åł╚▒Ž▌ķ_═┌å╬┼e└²ū÷║åå╬šf├„ĪŻ ęŖłD1Ż¼ ╔Žė╬A084╠¢±R┐╦³cį┌6680╠¢Łh║Ė┐pŽ┬ė╬2.4├ū╠ÄŻ¼ Ž┬ė╬A079╠¢±R┐╦³cį┌7630╠¢Łh║Ė┐pŽ┬ė╬6.1├ū╠ÄŻ¼ ā╔³cķgŠÓ×ķ748.2├ūŻ©495.8├ū+252.4├ūŻ® Ż¼ ╔Žė╬³cŠÓļx╚▒Ž▌³c▌^Į³Ą─7250║Ė┐┌495.8├ūŻ¼ Ž┬ėą³cŠÓļx╚▒Ž▌³c▌^Į³Ą─7250║Ė┐┌252.4├ūĪŻ ─Ū╬ęéā╩╣ė├Ųż│▀Å─Ž┬ė╬³c═∙╔Žė╬³c£y┴┐Ū░▀M252.4├ūŻ¼ Š═╩Ū7250║Ė┐p╬╗ų├Ż¼ FeatureųąĄ─Ī░0.0metresĪ▒▒Ē╩Š╚▒Ž▌┼c7250║Ė┐pĄ─ŠÓļx╩Ū0├ūŻ¼ ▀@šf├„╚▒Ž▌Š═į┌║Ė┐p╔ŽĪŻ
═Ļ│╔7250╬╗ų├£y┴┐║¾Ż¼ ┤╣ų▒ė┌╦«ŲĮ├µ▀Mąąķ_═┌Ż¼ ╚ńłD2Ż¼ ░l¼F║Ė┐pĪŻ

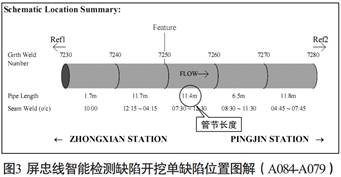
×ķ┴╦ūCīŹįō║Ė┐p╩Ūʱ╩Ū7250║Ė┐pŻ¼ ─Ū╬ęŠ═ę¬ė├ĄĮķ_═┌å╬Ą─╚▒Ž▌╬╗ų├łDĮŌ▓┐ĘųĪŻ ęŖłD3Ż¼ łDųąś╦ūó┴╦├┐╣Ø╣▄Ą└Ą─ķLČ╚Ż¼ ę“×ķĄžą╬╝░╣▄Ą└ė├▓─Ą─įŁę“Ż¼ ėąų▒╣▄Č╬Īó ÅØŅ^Īó Č╠ĮėŻ¼ ├┐Ė∙╣▄Ą└ķLČ╚╩Ūėą╦∙▓ŅäeĄ─ĪŻ 7250╠¢║Ė┐pĄ─Ž┬ė╬╣▄╣ØķLČ╚╩Ū11.4├ūŻ¼ ─Ū├┤╬ęéāį┌ŠÓęčķ_═┌║Ė┐p╬╗ų├Ž┬ė╬11.4├ū▀Mąąķ_═┌Ż¼ ╚ń╣¹─▄ē“═┌ĄĮ║Ė┐pŻ¼ šf7250╠¢║Ė┐p▓ķšę│╔╣”Ż¼ «ö╚╗Ż¼ ╚▒Ž▌³cį┌ŠÓ7250╠¢║Ė┐pŽ┬ė╬0├ū╬╗ų├Ż¼ ╬ęéāŠ═─▄│╔╣”šęĄĮ║Ė┐p╬╗ų├ĪŻ ┴Ē┼eę╗éĆ└²ūėŻ¼ ╚ń╣¹łDś╦’@╩Š╚▒Ž▌³cį┌7250╠¢║Ė┐pŽ┬ė╬2├ū╠ÄŻ¼ ─Ū╬ęéāį┌7250╠¢║Ė┐pŽ┬ė╬2├ū╠Äķ_═┌Š═─▄│╔╣”šęĄĮ╚▒Ž▌ĪŻ
3. ¼Fł÷╚▒Ž▌Č©³cĄ─ų„ę¬ė░Ēæę“╦ž
¼Fł÷╚▒Ž▌³cČ©³c£y┴┐╣żŠ▀ų„ę¬ė├Ą─╩ŪŲż│▀Ż©▄ø│▀Ż® Īó ╠Į╣▄āxŻ¼ Ąžą╬ŲĮ╠╣Ģrę▓Ģ■ė├ĄĮ╝ż╣Ō£yŠÓāxŻ¼ ļm╚╗ųŪ─▄Öz£yöĄō■Š½£╩ĄĮ┴╦1║┴├ūŻ¼ Ą½į┌¼Fł÷Ą─Č©³c▀^│╠ųąŻ¼ ╩▄ę╗ą®┐═ė^╗“ų„ė^ę“öĄĄ─ė░ĒæŻ¼ £y┴┐ĮY╣¹╩Ū┤µį┌ę╗Č©š`▓ŅĄ─Ż¼ š²│ŻĄ─š`▓Ņę╗░ŃČ╝į┌10├ūęįā╚Ż¼ Ą½ėąą®▌^ć└ųžĄ─£y┴┐š`▓Ņ╔§ų┴▀_ĄĮ┴╦Äū╩«├ūŻ¼ ▀@Č╝ė░Ēæ┴╦Č©³c╣żū„Ą─š²│Żķ_š╣ĪŻ
3.1 ŲĮąą┬ĘČ╬šę³cŻ║
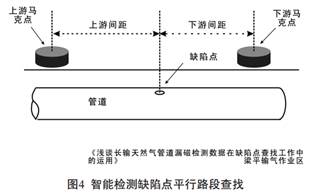
╚ńłD4Ż¼ ┬±Ąž┬Ę├µ┼c╣▄Ą└ū▀Ž“╗∙▒ŠŲĮąąŻ¼ ╣▄Ą└┬±╔Ņę╗ų▒▒Ż│ųį┌ĘĆČ©ĀŅørŻ¼ ▀@ĘNŪķør╩ŪūŅ└ĒŽļĄ─ĀŅørŻ¼ ═©│Ż╚╬ęŌ▀x╚Ī╔Žė╬ķgŠÓ╝░Ž┬ė╬ķgŠÓüĒ£yŠ═┐╔ęįŻ¼ ¼Fł÷£y┴┐Ą─š`▓Ņ║▄ąĪŻ¼ ┐╔ęį║▄▌p╦╔šęĄĮ╚▒Ž▌³cĪŻ
3.2 ▓╗ŲĮąą┬ĘČ╬šę³cŻ║
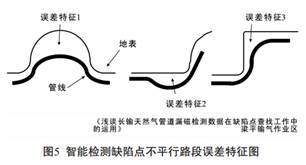
«öĄž▒ĒĄž├µ┼c╣▄Ą└ū▀Ž“▓╗ŲĮąąŻ¼ ŽÓī”╬╗ų├▓╗ĘĆČ©Ą─Ģr║“Ż¼ š`▓ŅŠ═│÷¼F┴╦ĪŻ ▀@╩Ū╬ęéāį┌£y┴┐Č©³c▀^│╠ųąę╗ų▒Č╝┤µį┌Ą─ŪķørŻ¼ ▀@ĘN£y┴┐š`▓Ņ¤o╠Ä▓╗į┌ĪŻ ╚ńłD5Ż¼ łDųą╩Ū╚²ĘNūŅ│ŻęŖĄ─ę“Ąžą╬įņ│╔Ą─£y┴┐š`▓Ņ╠žš„ĪŻ ╚ń╠žš„1Ż¼ Ąž├µĄ─Ū·┬╩░ļÅĮąĪė┌╣▄Ą└Ą─Ū·┬╩░ļÅĮŻ¼ į┌Ąž├µ╣░Ų▓┐ĘųļS╣▄Ą└ū▀Ž“Ą─Ąž├µ£y┴┐ķLČ╚┤¾ė┌įō╠Ä╣▄Ą└ķLČ╚ĪŻ ╚ń╠žš„2Ż¼ ╣▄Ą└Å─ČĖŲ┬▀^Č╔ĄĮŲĮąą┬ĘČ╬Ż¼ ╣▄Ą└ėąę╗éĆÅØŅ^ØuūāĄ─▀^│╠Ż¼ įō╠ÄļS╣▄Ą└ū▀Ž“Ą─Ąž├µ£y┴┐ķLČ╚ąĪė┌įō╠Ä╣▄Ą└ķLČ╚Ż¼ ╚ń╠žš„3Ż¼ ╣▄Ą└į┌æęč┬ČĖŲ┬ĒöČ╦╗“┼└Ų┬ĒöČ╦Ż¼ ╣▄Ą└Å─ČĖŲ┬▀^Č╔ĄĮŲĮąą┬ĘČ╬Ż¼ ę▓ėąę╗éĆÅØŅ^ØuūāĄ─▀^│╠Ż¼ įō╠ÄļS╣▄Ą└ū▀Ž“Ą─Ąž├µ£y┴┐ķLČ╚┤¾ė┌įō╠Ä╣▄Ą└ķLČ╚ĪŻ
ę“×ķĄž├µĖ▀Ą═ŲĘ³▓╗╩ŪęÄätĄ─Äū║╬łDą╬Ż¼ ▓╗╩ŪĮ^ī”Ą─Šžą╬╗“Į^ī”Ą─łAŻ¼ ╦∙ęįę¬═©▀^Š½┤_ėŗ╦Ń╩Ū║▄ėąļyČ╚Ą─Ż¼ ═©│Ż¼Fł÷£y┴┐ī”š`▓ŅĄ─░č╬š┐┐Ą─╩Ū¼Fł÷£y┴┐╚╦åTĄ─Įø“×║═┼ąöÓĪŻ š¹éĆ£y┴┐▀^│╠▒žĒÜæ¬ė├╠Į╣▄āxī”╣▄Ą└┬±╔Ņ▀Mąą╚½│╠▒O┐žŻ¼ ė÷ęŖ╚ńłD5ųąĄ─š`▓Ņ╠žš„╗“Ųõ╦¹╠žš„ĢrŻ¼ £y┴┐╚╦åTæ¬║Ž└Ē▀\ė├Äū║╬ų¬ūRī”£y┴┐š`▓Ņ▀Mąą╝ė£pą▐š²ĪŻ ╚ń╣¹¼Fł÷ėŗ╦Ń┼ąöÓ╩¦š`┴┐└█ėŗ▀^ČÓŻ¼ š`▓ŅŠ═Ģ■│¼│÷┐žųŲĘČć·ĪŻ
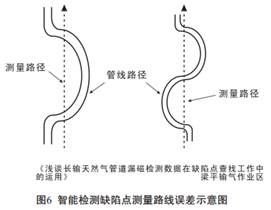
3.3 £y┴┐ŠĆ┬ĘŲ½▓Ņ
ę“ŠĆ┬Ę╠Į£y▓╗├„╗“ŠĆ┬Ę▓╗╩ņŽżŻ¼ ╗“āHæ{─┐£y╗“Įø“×īóÅØŪ·╣▄ŠĆÕeš`┼ąöÓ│╔ų▒╣▄Č╬Ą╚Ż¼ ╩╣Ą├╚▒Ž▌³c£y┴┐ŠĆ┬Ę┼c╣▄Ą└ū▀Ž“░l╔·┴╦Ų½▓ŅŻ¼ ▀@╩Ū╚▒Ž▌Č©³c╣żū„ųąūŅ×ķ│ŻęŖĄ─Ą═╝ē╩¦š`ĪŻ ╚ńłD6Ż¼ ā╔ĘNŪķørųąŻ¼ ŠĆ┬Ę£y┴┐┬ĘÅĮ┼c╣▄Ą└ū▀Ž“┬ĘÅĮ░l╔·┴╦Ų½▓ŅĪŻ
3.4 ꓱR┐╦³c╩¦ą¦Ä¦üĒĄ─š`▓Ņ
═©│Ż╬ęéāį┌ųŪ─▄Öz£yĢrŻ¼ ├┐╣½└’Ę┼ų├ę╗éƱR┐╦³cŻ¼ ▀@śė─▄ē“┤_▒Ż├┐éĆ╚▒Ž▌Č╝į┌ā╔éĆķgĖ¶1╣½└’ū¾ėęĄ─±R┐╦ų«ķgŻ¼ ╚▒Ž▌ŠÓ╔ŽŽ┬ė╬±R┐╦³cÅ─öĄ╩«├ūĄĮöĄ░┘├ūŻ¼ £y┴┐š`▓Ņ╗∙▒Šį┌┐╔┐žĘČć·ā╚ĪŻ Ą½╩Ūį┌ųŪ─▄Öz£y▀^│╠ųąŻ¼ éĆäe±R┐╦³cįOéõ│÷¼F┴╦╣╩šŽŻ¼╩ŪöĄō■ĘųČ╬ś╦ėø╩¦ą¦ĪŻ
ęįŲ┴ųęŠĆ2008─Ļ▒O£yöĄō■×ķ└²Ż¼ ╔Žė╬A068╠¢±R┐╦³cų┴Ž┬ė╬A036╠¢±R┐╦³cŠÓļx╩Ū4727.1├ūŻ©1940.6├ū+2786.5├ūŻ® Ż¼ ▀@šf├„ā╔³cų«ķgėą2ĄĮ3éƱR┐╦³c╩¦ą¦┴╦Ż¼ ų┬╩╣╣▄Č╬ŪąĘų╬┤▀_ĄĮŅAČ©ą¦╣¹Ż¼ ╚▒Ž▌ĖĮĮ³Ą─╠žš„║Ė┐pŠÓ╔Žė╬±R┐╦³c1940.6├ūŻ¼ ŠÓŽ┬ė╬±R┐╦³c2786.5├ūĪŻ
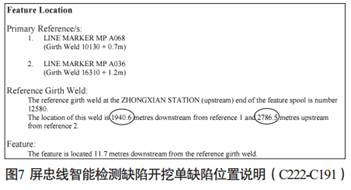
▀@ų▒Įėį÷╝ė┴╦¼Fł÷╚▒Ž▌Č©³c£y┴┐╣żū„Ą─ļyČ╚Ż¼ ūŅąĪ£y┴┐ķLČ╚Č╝▀_ĄĮ┴╦1940.6├ūŻ¼ į┌╚╦╣ż£y┴┐ųąŻ¼ £y┴┐ŠÓļxĄ─į÷╝ė░ķļSČ°üĒĄ─īó╩Ū£y┴┐š`▓ŅĄ─į÷┤¾ĪŻ
4. ā×╗»Č©³c£y┴┐ĘĮĘ©
īóųŪ─▄Öz£yöĄō■Īó öĄō■Ęų╬÷▄ø╝■Ż©PipeImageŻ®Ż©ęįŽ┬║åĘQįō▄ø╝■×ķŻ║ PIIŻ® ┼c¼Fł÷Ąžą╬╠žš„Īó ╣▄ŠĆĖ▀│╠▓ŅŻ©Ė▀Ą═┬õ▓ŅŻ® ŽÓĮY║ŽŻ¼ ▀\ė├┐ŲīWĄ─ĘĮĘ©ī”¼Fł÷▀MąąĘų╬÷Īó £y┴┐Ż¼ ┐╔į┌▒ŻūC╚▒Ž▌³cČ©³cŠ½Č╚Ą─Ū░╠ߎ┬Ż¼ ┐sČ╠Č©³cĄ─ĢrķgŻ¼ ╠ßĖ▀╣żū„ą¦┬╩Ż¼╣Ø╝s╚╦┴”Īó ╣Ø╝sķ_═┌│╔▒ŠŻ¼ ĮĄĄ═ŠSą▐┘Mė├ĪŻ Ž┬├µ╣Pš▀ĮķĮBÄūéĆ¼Fł÷£y┴┐╝░PipeImageĘų╬÷▄ø╝■╩╣ė├Ą─ą─Ą├┼cūxš▀ĘųŽĒĪŻ Ž┬├µ╬ęéāęį”Ą630×o═■ŠĆŻ©ÓćĻPų┴┼d┬ĪŻ® 2010─Ļ┬®┤┼Öz£yöĄō■×ķ└²ĪŻ
4.1 ╣▄Ą└┴ą▒ĒĘ©
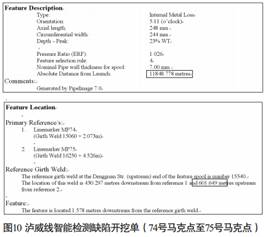
╣Pš▀▀x╚Ī×o═■ŠĆŻ©ÓćĻPų┴┼d┬ĪŻ® ÓćĻPšŠ│÷šŠŪ“ķyų┴64╠¢±R┐╦³cę╗╠ÄERFųĄ×ķ1.567Ż©ūóŻ║ ERF×ķ╣▄Ą└╔·«aē║┴”┼c▒Š¾wūŅ┤¾│ą╩▄ē║┴”Ą─▒╚ųĄŻ¼ įōųĄęč┤¾ė┌1Ż¼ šf├„į┌įō╚▒Ž▌³c┤®┐ūŻ¼ ▒¼╣▄Ą─┐╔─▄ąįśO┤¾Ż¼ ▒žĒÜą▐Å═Ż® Īó ╚▒Ž▌╔ŅČ╚×ķ▒┌║±Ą─42%Ą─╚▒Ž▌³c▀MąąĮŌßīšf├„ĪŻ ęŖłD8Ż¼ ╚▒Ž▌└’│╠×ķ1002.808├ūŻ¼ ╚▒Ž▌³c╬╗ė┌1400╠¢║Ė┐pŽ┬ė╬0.532├ūĪŻ 1400╠¢║Ė┐pŠÓÓćĻPšŠ│÷šŠŪ“ķy999.916├ūŻ¼ ŠÓ64╠¢±R┐╦³c92.728├ūĪŻ
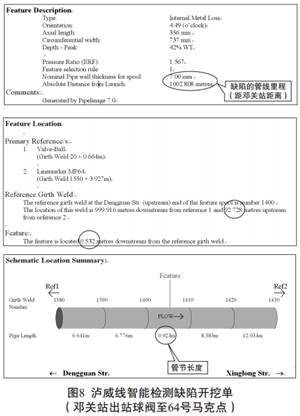
╚ń╣¹▓╔ė├é„ĮyĄ─ĘĮĘ©╬ęéā┐ŽČ©ų▒ĮėÅ─64╠¢±R┐╦³cĘ┤ĘĮŽ“£y┴┐92.728├ūšęĄĮ║Ė┐pŻ¼ ╚╗║¾į┌│»Ž┬ė╬ĘĮŽ“£y┴┐0.924├ūķ_═┌┤_Č©1400╠¢║Ė┐p▓ķšęš²┤_Ż¼ ╚╗║¾Å─1400║├║Ė┐p│»Ž┬ė╬ĘĮŽ“£y┴┐0.532├ūķ_═┌šęĄĮ╚▒Ž▌³c▓óą▐Å═ĪŻ
Ą½▀ĆėąĖ³║åå╬Ą─ĘĮĘ©ĪŻ ═¼śėęįłD8╦∙╩Š╚▒Ž▌×ķ└²Ż¼ ═©▀^PIIÖMŽ“╣”─▄┴ą▒Ē└’├µųąĄ─Ī░ PipelineĪ▒░┤µI┐╔┤“ķ_╣▄ŠĆ┴ą▒ĒŻ©ūóŻ║ ╣▄ŠĆ┴ą▒Ēų„ę¬ėøõø┴╦├┐Č╬╣▄╣ØĄ─ķLČ╚Ż¼ ║Ė┐p└’│╠Īó ÅØŅ^Č╚öĄĄ╚ą┼ŽóŻ® ĪŻ
łD8ųą╚▒Ž▌Ą─╣▄ŠĆ└’│╠×ķ1002.808├ūŻ¼ ═©▀^┴ą▒Ē▓ķ┐┤╬ęéā░l¼FŻ¼ į┌└’│╠×ķ1023.097╠Äėąę╗╠Ä40ĪŃÅØŅ^Ż©Bend 40 DegŻ® Ż¼ ÅØŅ^ĘĮŽ“×ķ│»Ž┬ė╬ĘĮŽ“╔ŽÅØŻ¼ ▀@éĆÅØŅ^┐╔─▄╠Äė┌ę╗éĆ├„’@┼└Ų┬³cĪŻ ╬ęéā┐╔ęįÅ─64╠¢±R┐╦³c│»╔Žąą▀M70├ūū¾ėꯩūóŻ║ 92.728├ū£p╚źŻ©1023.097-1002.808)├ūŻ® Ż¼ Ģ■║▄├„’@Ą─░l¼FÅØŅ^Ż¼ ų▒Įėī”ÅØŅ^▀Mąąķ_═┌Ż¼ šęĄĮÅØŅ^╔Žė╬ĘĮŽ“ 0 . 4 8├ū╠Ä└’│╠×ķ1023.617├ūĄ─║Ė┐pŻ©twin seamwelded startŻ® Ż¼Å─║Ė┐p╠Ä│»╔Žė╬ĘĮŽ“£╩┤_£y┴┐20.809├ūŻ¼ ų▒Įėķ_═┌Ż¼ ╚▒Ž▌³c£╩┤_šęĄĮĪŻ
į┘┼eę╗éĆ╩┬└²Ż║ ęŖłD10Ż¼ ╚▒Ž▌└’│╠×ķ11848.778├ūĪŻ
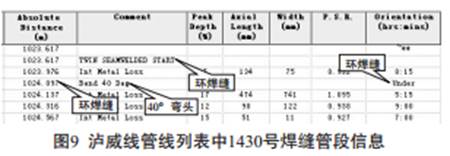
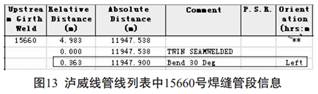
╚╗║¾į┌╣▄ŠĆ┴ą▒ĒųąšęĄĮįō³cŻ¼ ęŖłD11ĪŻ ╬ęéāį┌╚▒Ž▌³cŽ┬ė╬ĘĮŽ“šęĄĮ┴╦ā╔╠ÄÅØŅ^Ż¼ ę╗╠Ä×ķ│»Ž┬ė╬ĘĮŽ“Ą─ėęÅØŅ^30ĪŃŻ©RightŻ® └’│╠×ķ11909.407├ūŻ¼ ╚ńłD12ĪŻ ę╗╠Ä×ķ│»Ž┬ė╬ĘĮŽ“Ą─ū¾ÅØŅ^30ĪŃŻ©LeftŻ® └’│╠×ķ11947.9├ūŻ¼ ╚ńłD13ĪŻ ╬ęéāÅ─75╠¢±R┐╦³c│»╔Žė╬ĘĮŽ“┤¾Ė┼ąą▀M£y┴┐ų┴500├ūų▄▀ģŻ©601.649├ū£p╚źŻ©11947.9-11847.201Ż® ├ūŻ® Ż¼▀@500├ū│§┬į£y┴┐│÷¼Fš`▓Ņ▓╗Ģ■ė░ĒæĄĮČ©³c╣żū„Ż¼ ė├╠Į╣▄āx║▄═¼ęŌ£y┴┐šęĄĮłD13ųąĄ─ū¾═ĻŅ^ÅØŅ^Ż©╠ßąčŻ¼ ėęŽ┬ė╬│»╔Žė╬ū▀Ż¼ ÅØŅ^ĘĮŽ“░l╔·┴╦╦«ŲĮ180ĪŃĄ─ūāŽ“Ż® Ż¼ ╚╗║¾į┘Å─ÅØŅ^╠Ä│»╔Žė╬▀Mąą100.699├ūŻ©11947.9-11847.201├ūŻ® ė├╠Į╣▄āxšęĄĮłD12ųąĄ─ėąÅØŅ^Ż¼ š`▓Ņę╗░Ńį┌0.5├ūā╚Ż¼ ╚╗║¾ī”įōÅØŅ^▀Mąąķ_═┌Ż¼ šęĄĮŠÓėęÅØŅ^0.343├ū╠ÄĄ─15610╠¢║Ė┐pĪŻ Å─15610╠¢║Ė┐p│»╔Žė╬ąą▀M£y┴┐60.286├ūšęĄĮ15540╠¢║Ė┐pŻ¼ ╚▒Ž▌Š═║▄╚▌ęūšęĄĮ┴╦ĪŻ
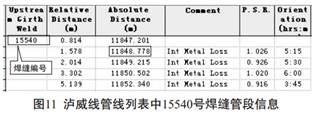

×ķ╩▓├┤Ą┌Č■éĆ└²ūė▓╗Ž±Ą┌ę╗éĆ└²ūė─Ūśėų▒Įė£y┴┐ķ_═┌╚▒Ž▌³cŻ¼ Ȱꬎ╚šęĄĮ╚▒Ž▌³c╔Žė╬1.577├ū╠ÄĄ─15540╠žš„║Ė┐pŻ¼ ═©▀^║Ė┐pį┘šęĄĮ╚▒Ž▌³cĪŻ ę“×ķĄ┌ę╗éĆ└²ūė╬ęéāų╗ę¬Ū¾Š½┤_£y┴┐20.809├ūŻ¼ ▀@╩Ū▒╚▌^Š½┤_Ą─Ż¼ Ą½Ą┌Č■éĆ└²ūėꬊ½┤_£y┴┐60.286├ūŻ¼ ŠÓļx╔įķLŻ¼ ┐╔─▄Ģ■╩▄Ąžą╬ė░Ēæ«a╔·š`▓ŅŻ¼ ▀@ĘNŪķør▀Ć╩Ūæ¬įō▓╔ė├ć└ųöę╗³cĄ─▐kĘ©▀MąąČ©³cĪŻ
4.2 ╣▄Ą└3Dė░Ž±Ę©
Öz£y╣½╦Š═Ļ│╔╣▄Ą└ųŪ─▄Öz£y║¾Č╝Ģ■╠ß╣®╣▄ Ą└ 3 D ė░ Ž± öĄ ō■ Ż¼ ╬ę éā ═© ▀^ Ęų ╬÷ ▄ø ╝■ ┐╔ ęįų▒ė^Ą─┐┤ĄĮ╣▄Ą└Ą─3D┴ó¾wė░Ž±Ż¼ └²╚ń╣▄Ą└ū▀Ž“Ż¼ ÅØŅ^Ż¼ ķy╩ęŻ¼ ╚²═©Ą╚Č╝┐╔ęį║▄ų▒ė^Ą─┐┤ĄĮŻ¼ ╩╣ė├║═▓┘ū„║▄║åå╬ĪŻ ┤╦ĘĮĘ©╩Ūį┌šŲ╬š┴╦╗∙▒ŠČ©³cįŁ└ĒŻ¼ ęį╝░╔Ž╩÷Ą─╣▄ŠĆ┴ą▒ĒČ©³cĘ©║¾Ą─▌oų·ĘĮĘ©ĪŻ
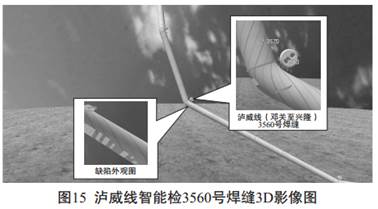
╚ńłD 1 4Ż¼ ╚▒Ž▌³cŠÓ╔ŽŽ┬ė╬±R┐╦³cĘųäe╩Ū390.963├ū║═614.607├ūĪŻ ╚▒Ž▌³c╬╗ė┌3560╠¢║Ė┐pų▄▀ģĪŻ

╚ńłD15Ż¼ ╬ęéā═©▀^įō╣▄Ą└Ą─3Dė░Ž±├„’@Ą─┐┤ĄĮ┴╦║Ė┐p3560╠ÄĄ─ÅØŅ^ĪŻ Įø“מSĖ╗Īó ī”╣▄Ą└¼Fł÷╩ņŽżĄ─╣▄ūo╣ż┐╔ęį▓╗▀Mąą╚╬║╬£y┴┐Š═ų▒ĮėšęĄĮ╬╗ė┌╔ĮŲ┬╔ŽĄ─ÅØŅ^ĪŻ šęĄĮµ£ĮėÅØŅ^Ą─3560╠¢║Ė┐p║¾Ż¼ ĮY║ŽłD14Ż¼ Å─║Ė┐p│»╔Žė╬£╩┤_£y┴┐║Ė┐p0.377├ūŻ©9.13-8.753Ż® Š═╩Ū╚▒Ž▌³cĪŻ
5Ż«ĮYšō
ė├┐ŲīWĄ─ĘĮĘ©īóųŪ─▄Öz£yöĄō■▀\ė├ĄĮųŪ─▄Öz£y╚▒Ž▌³cķ_═┌“×ūC╗“╚▒Ž▌ą▐Å═Č©³c¼Fł÷Ż¼ ▓╗Ą½╠ßĖ▀┴╦Č©³cĄ─£╩┤_ąįĪó ėąą¦Ą─┐sČ╠┴╦Č©³cĢrķgŻ¼ ╠ßĖ▀┴╦╣żū„ą¦┬╩Ż¼ ╣Ø╝s┴╦╚╦╣żŻ¼ ĮĄĄ═┴╦ŽÓĻP┘Mė├Ż¼ ▀Ćį÷ÅŖ┴╦▒O£yöĄō■į┌¼Fł÷Ą─┐╔ė├ąįŻ¼×ķ╣▄Ą└╚▒Ž▌ą▐Å═╣żū„Ą─Ēś└¹ķ_š╣ĄņČ©┴╦┴╝║├Ą─╗∙ĄAĪŻ ėąą¦čėķL╣▄Ą└Ą─╩╣ė├ē█├³Īó ×ķ╣▄Ą└░▓╚½ŲĮĘĆ▀\ąą▒Ż±{ūo║ĮĪŻ
6. ĮY╩°šZ
╣Pš▀ģó┼c┴╦┴║ŲĮ▌öÜŌū„śIģ^Ų┴╩»ŠĆĪó Ų┴ųęŠĆųŪ─▄Öz£y╚▒Ž▌ķ_═┌“×ūC╣żū„Ż¼ ┼õ║Žģó┼c┴╦╣▄Ą└Ę└Ė»čaÅŖ▀@ā╔Śl╣▄ŠĆĄ─╚▒Ž▌ą▐Å═Ą─¼Fł÷╣żū„Ż¼ ┐éĮY╩š╝»┴╦ę╗ą®¼Fł÷Ą─ŽÓĻPĮø“×ĪŻ ║¾Ų┌═©▀^ģó╝ė╬„─Žė═ÜŌ╠’╣½╦Š║═GE╣½╦ŠĮM┐Śš┘ķ_Ą─ųŪ─▄Öz£y┼Óė¢Ż¼═©▀^▌öÜŌ╠Ä┐Ųčą╦∙Īó ╣▄Ą└┐ŲīŻ╝ę└ŽÄ¤éāĄ─ųĖī¦║═Ä═ų·Ż¼ ī”ę╗ą®Č©³c╣żū„Įø“×ĘĮĘ©▀Mąą┴╦ā×╗»║═Ė─▀MĪŻ ▒Š╬─š╣╩Š┴╦╣Pš▀ī”╣▄Ą└┬®┤┼Öz£yöĄō■į┌║¾Ų┌╚▒Ž▌ķ_═┌Č©³c╣żū„ųą▀\ė├Ą─╠ĮėæĪŻ ¼F╠žīóūį╝║ę╗ą®£\▒ĪĄ─Č©³c╣żū„Įø“×┼cūxš▀ĘųŽĒŻ¼ šł┤¾╝ęČÓČÓųĖš²Ä═Ę÷ĪŻ ©Ź
ģó┐╝╬─½I
[1]ĪČŲ┴ųęŠĆ2008─Ļ┬®┤┼Öz£ył¾ĖµĪĘ PII Pipeline SolutionsŻ¼╠½įŁäéė±ć°ļH┘Qęū╣½╦ŠŻ«
[2]ĪČ×o═■ŠĆŻ©ÓćĻPų┴┼d┬ĪŻ® ┬®┤┼Öz£yöĄō■╝░Pipeline▄ø╝■ĪĘ PII Pipeline SolutionsŻ¼ ╠½įŁäéė±ć°ļH┘Qęū╣½╦ŠŻ«
ĪČ╣▄Ą└▒ŻūoĪĘ 2012─ĻĄ┌ 3 Ų┌Ż©┐éĄ┌ 4 Ų┌Ż®
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
