



Bą═╠ū═▓ė├ė┌┤¾┐┌ÅĮĖ▀õō╝ē╣▄Ą└Łh║Ė┐pļ[╗╝ų╬└ĒĄ─ū„śI┘|┴┐╣▄┐ž
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║īOīܲłŻ╗═§ųŠĘĮŻ╗╦╬╝t▒° ĢrķgŻ║2019-9-17 ķåūxŻ║
īOīܲł ═§ųŠĘĮ ╦╬╝t▒°
ųąć°╩»ė═╬„ÜŌ¢|▌ö╣▄Ą└╣½╦Š─ŽŠ®æ¬╝▒ōīą▐ųąą─
š¬ ꬯║ ═©▀^ī”ųąć°╩»ė═╬„ÜŌ¢|▌ö╣▄Ą└╣½╦ŠĮ³─ĻüĒ╝ėčbBą═╠ū═▓▀^│╠ųą│÷¼Få¢Ņ}Ą─įŁę“Ęų╬÷Ż¼╠ß│÷┴╦┘|┴┐╣▄┐ž┤ļ╩®Ż¼┐╔×ķ┤¾┐┌ÅĮĖ▀õō╝ēķL▌ö╣▄Ą└╝ėčbBą═╠ū═▓äė╗ū„śI¼Fł÷╣▄└Ē╠ß╣®ģó┐╝ĪŻ
ĻPµIį~Ż║ Bą═╠ū═▓Ż╗║Ė┐pŻ╗┴č╝yŻ╗Öz£y
ųąŠÆ╣▄Ą└Ī░7Īż2Ī▒Ī░6Īż10Ī▒╝░╠®ŪÓ═■╣▄Ą└Ī░3Īż20Ī▒Ą╚╩┬╣╩░l╔·║¾Ż¼┤¾┐┌ÅĮĖ▀õō╝ēķL▌ö╣▄Ą└Łh║Ė┐p╚▒Ž▌Ą─┼┼▓ķ║═ą▐Å═╠ß╔Ž┴╦ųžę¬╚š│╠ĪŻ Bą═╠ū═▓┼cōQ╣▄ą▐Å═ŽÓ▒╚Ż¼Š▀ėąķ_═┌┴┐ąĪĪóī”╣ż╦ć▀\ąąė░ĒæąĪĪó¤oąĶ═Ż▌öĘ┼┐š╝░Ą¬ÜŌų├ōQĄ╚ā׳cŻ¼ć°ā╚═ŌŽÓĻP╝╝ągęÄĘČęÄČ©Ųõ×ķė└Š├ą▐Å═ĘĮ╩ĮĪŻ
ć°ā╚Bą═╠ū═▓▓─┘|Š∙×ķQ345RŲš═©╚▌Ų„õōŻ¼Į³üĒ▓┐Ęųå╬╬╗š²į┌čą░lĖ▀õō╝ēBą═╠ū═▓Ż¼Ą½┤¾ČÓ╠Äį┌įć“×ļAČ╬Ż¼╝╝ąg╔ą▓╗│╔╩ņŻ¼¼Fł÷æ¬ė├▌^╔┘ĪŻ─┐Ū░Ż¼╣½╦Š└█ėŗ║ĖĮėBą═╠ū═▓47╠ÄŻ¼╣▓░l¼F9╠ÄŁhŽ“ĮŪ║Ė┐p│÷¼F┴╦čė▀t┴č╝yŻ¼Ųõ╦¹╣▄Ą└Ų¾śIį┌┤¾┐┌ÅĮĖ▀õō╝ē╣▄Ą└Bą═╠ū═▓║ĖĮėųąę▓│÷¼F┴╦┴č╝y╚▒Ž▌ĪŻ▒Š╬─═©▀^Ęų╬÷╚▒Ž▌«a╔·įŁę“Ż¼Å─ū„śI╣▄┐žĘĮ├µ╠ß│÷┴╦Ė─▀M┤ļ╩®ĪŻ
1 Bą═╠ū═▓░▓čb╣żą“
1.1 ĮMī”
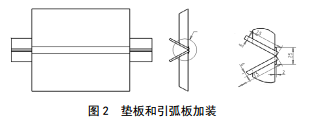
ū„śI┐ėķ_═┌═Ļ│╔║¾▀Mąą╣▄Ą└Ę└Ė»īėäāļxĪó┤“─źŻ¼Ą§čbBą═╠ū═▓Ż¼╝ėčbē|░ÕĪóę²╗Ī░ÕĪŻĮMī”ę¬▒ŻūC╠ū═▓┼cų„¾w╣▄Ą└ŁhŽ“ķgŽČŠ∙ä“Ż¼┐v║Ė┐pĮMī”ķgŽČę¬Ū¾3Ī½6 mmĪŻ┐v║Ė┐p┼c╣▄Ą└ų«ķg▒žĒÜ╝ėčbē|░ÕŻ¼▒▄├Ō┐v║Ė┐p║ĖĮė▀^│╠ųą┼c╣▄Ą└║ĖĮėį┌ę╗ŲŻ¼ĮMī”║¾Ą─ŪķøręŖłD 1ĪŻ

1.2 ┐v║Ė┐p║ĖĮė
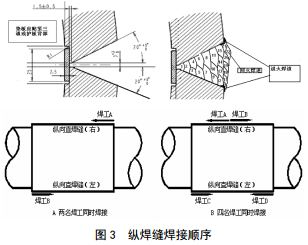
║ĖĮėŪ░▒žĒÜį┌┐v║Ė┐pā╔é╚ē|░Õ╔Ž╝ėčbę²╗Ī░ÕŻ¼╝ėčbĘĮĘ©ęŖłD 2ĪŻā╔Ą└┐v║Ė┐p═¼Ģr▀MąąŅA¤ß╝░║ĖĮėŻ¼║ĖĮėĘĮŽ“ęŖłD 3ĪŻŅA¤ß£žČ╚ę¬Ū¾100 Īµęį╔ŽŻ¼Ė∙║ĖĪó¤ß║Ė║¾ūį╚╗└õģsŻ¼▀MąąĖ╔╩Į┤┼Ę█Öz£yŻ╗╠Ņ│õ50%║¾║ĖĮė═╦╗║ĖĄ└Ż¼ūį╚╗└õģsŻ¼Ą┌Č■┤╬Ė╔╩Į┤┼Ę█Öz£yŻ╗┐v║Ė┐p╠Ņ│õ╔w├µūŅ║¾║ĖĮė╗ž╗║ĖĄ└Ż¼ūį╚╗└õģs║¾Ø±╩Į┤┼Ę█Īó│¼┬ĢĪóŽÓ┐žĻćÖz£yĪŻ║ĖĮė▀^│╠ųą╦∙ėą║ĖĄ└ĮėŅ^ę¬Õeķ_ĪŻ
1.3 ŁhŽ“ĮŪ║Ė┐p║ĖĮė
Ž╚▀MąąŽ┬ė╬é╚ŁhŽ“ĮŪ║Ė┐pŅA¤ßŻ¼ŅA¤ß£žČ╚ę¬Ū¾80 Īµęį╔ŽĪŻė╔ė┌╣▄Ą└ā╚Įķ┘|┴„╦┘▌^┤¾Ż¼╝ė¤ßįOéõ─▄┴”╩▄Ž▐Ż¼▒ŻūC║Ė┐┌ŅA¤ß£žČ╚▌^×ķ└¦ļyŻ¼ę¬Ė∙ō■ŪķørĮĄĄ═Įķ┘|┴„╦┘ĪŻ║ĖĮėŅAČčīėĪóĖ∙║ĖĪó¤ß║Ė║¾Ż¼ŠÅ┬²└õģsŻ©═©▀^ŠÅ┬²ĮĄĄ═ųąŅl╣”┬╩īŹ¼FŻ®║¾Ė╔╩Į┤┼Ę█Öz£yŻ╗ŁhŽ“ĮŪ║Ė┐p╠Ņ│õ50%Ż¼║ĖĮė═╦╗║ĖĄ└Ż¼ŠÅ┬²└õģs║¾Ė╔╩Į┤┼Ę█Öz£yŻ╗ŁhŽ“ĮŪ║Ė┐p╠Ņ│õ╔w├µŻ¼═Ļ│╔╔w├µ║¾┴ó╝┤īó║ĖĄ└╝ė¤ßĄĮ200Ī½350 Īµ▒Ż£ž2ąĪĢr▀Mąą║Ė║¾¤ß╠Ä└ĒĪŻŽ┬ė╬é╚ŁhŽ“ĮŪ║Ė┐p▒Ż£žĄ─═¼Ģr┐╔ęįķ_š╣╔Žė╬é╚ŁhŽ“ĮŪ║Ė┐p║ĖĮėŻ¼╣żą“═¼╔ŽĪŻ×ķ┴╦▒ŻšŽ║ĖĮė▀^│╠ųąīėķg£žČ╚▓╗Ą═ė┌80 ĪµŻ¼╦∙ėą║ĖĄ└Š∙ąĶĘųģ^ĘųČ╬║ĖĮėŻ¼Ęųģ^ŪķøręŖłD 4ĪŻ

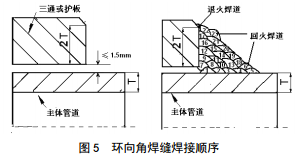
║ĖĮė▀^│╠ųąŻ¼║ĖĄ└1Īó 2Īó 3Īó 4Īó 5×ķŅAČčīėŻ¼ęŖłD 5╦∙╩ŠŻ¼║ĖĄ└6×ķ╗ž╗║ĖĄ└Ż¼║ĖĄ└7Īó 8Īó 9Ż©Ė∙║Ė╝░¤ß║ĖŻ®Į╗╠µ║ĖĮėĪŻ▓╔ė├Ą─Ęųģ^ĘųČ╬Īó╗ž╗╝╝ągĪó═╦╗╝╝ąg╩ŪūŅŽ╚▀MĄ─į┌ę█ŠSōīą▐╝╝ągŻ¼┐╔ėąą¦Ę└ų╣┐ņ╦┘└õģsįņ│╔Ą─Üõų┬┴č╝yĄ╚å¢Ņ}Ż¼║Ė╣żąĶę¬Įė╩▄īŻśI┼Óė¢ĪŻ
1.4 Öz£y
ŠÅ┬²└õģs║¾š¹¾w▀MąąØ±╩Į┤┼Ę█Īó│¼┬ĢĪóŽÓ┐žĻćÖz£yĪŻ┤┼Ę█┐╔Öz£y▒Ē├µ╗“Į³▒Ē├µ╚▒Ž▌Ż¼ŽÓ┐žĻć┐╔Ė▀ą¦┬╩Æ▀▓ķ║Ė┐pŻ¼┐╔Öz│÷║Ė┐pā╚▓┐ÜŌ┐ūĪóŖAį³Īó╬┤╚█║ŽĪó┴č╝yĄ╚ČÓĘN╚▒Ž▌Ż¼ī”ŽÓ┐žĻćÖz£y│÷Ą─╚▒Ž▌┐╔ė├│¼┬ĢÖz£yÅ═║╦ĪŻ
1.5 ╚▒Ž▌╠Ä└Ē
ĮŪ║Ė┐pĄ─ĘĄą▐ča║Ėę╗░Ńł╠ąąįŁ║ĖĮė╣ż╦ćŻ¼Ą½ąĶūóęŌīó╚▒Ž▌┤“─ź╚ź│²Ū░ąĶę¬ŅA¤ßŻ¼▓óį┌š¹éĆ┤“─źĪóča║Ėųą▒Ż│ųŅA¤ß£žČ╚ĪŻ╚ń╣¹╚▒Ž▌╬╗ė┌£\▒ĒŻ¼┤“─ź┴┐╬┤│¼▀^1 mmät┤“─ź║¾łA╗¼▀^Č╔Ż¼┐╔▓╗▀Mąąča║ĖĪŻ╚ńąĶę¬ča║ĖŻ¼ät┤“─źķLČ╚ų┴╔┘50 mmŻ©╬┤░³└©łA╗¼▀^Č╔Č╬Ż®ĪŻ╚ń╚▒Ž▌į┌ŅAČčīėŻ¼ätča║Ė║¾ę¬ųžą┬╔w├µŻ¼╝┤ųžą┬ča║ĖłD 5ųą5Īó 6Īó 18Ī½23║ĖĄ└Ż╗╚ń╚▒Ž▌į┌║Ė┐pųą▓┐Ż¼ätų╗ī”╚▒Ž▌╠Ä▀Mąąča║Ė╝┤┐╔Ż¼Ą½ų┴╔┘ča║Ė3Ą└Ż¼Ą┌3Ą└×ķŪ░2Ą└╗ž╗ĪŻ
2 ┤µį┌å¢Ņ}
2.1 čė▀t┴č╝y
čė▀t┴č╝yŻ©łD 6Ż®ų„ę¬üĒūį╚²┤¾ę“╦žŻ║ę╗╩ŪÜõĄ─┤µį┌Ż¼Č■╩Ūæ¬┴”┤µį┌Ż¼╚²╩ŪėąÜõų┬ķ_┴čāAŽ“Ą─║ĖĮėĮM┐ŚŻ¼Ąõą═╠ž³c╩Ūė▓Č╚▀^Ė▀Ż¼įŁę“╩Ū╠╝«ö┴┐▀^Ė▀Īó└õ╦┘╠½┐ņĪŻ
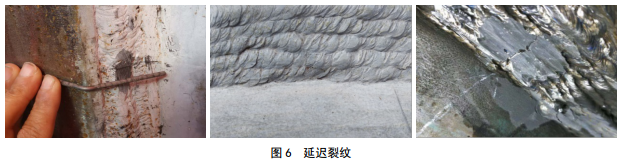
Ż©1Ż®ÜõĄ─┤µį┌ĪŻ┤¾▓┐ĘųBą═╠ū═▓║ĖĮėąĶį┌ĘŪ═Ż▌öĀŅæB▀MąąĪŻĖ∙ō■GB/T 28055©D2011ĪČõō┘|╣▄Ą└Ħē║ĘŌČ┬╝╝ągęÄĘČĪĘ║═SY/T 6150.1©D2017ĪČõō┘|╣▄Ą└ĘŌČ┬╝╝ągęÄ│╠Ą┌1▓┐ĘųŻ║╚¹╩ĮĪó═▓╩ĮĘŌČ┬ĪĘŻ¼ 1 016 mmX70Īó 1 219 mm X80╣▄Ą└║ĖĮėē║┴”į┌7Ī½10 MPaŻ¼ę¬Ū¾┴„╦┘ąĪė┌10 m/sŻ©▓┐Ęų║ĖĮė╣ż╦ćęÄ│╠┼õ╠ū╩®║Ėū„śIųĖī¦Ģ°ę¬Ū¾7 m/sŻ®Ż¼╚ń┤╦Ė▀ē║┴”Ė▀┴„╦┘ĀŅæBŽ┬╣▄Ą└ā╚▓┐┐ņ╦┘┴„äėĄ─Ħē║ÜŌ¾wĦū▀║Ė┐pģ^ė“Ą─┤¾┴┐¤ß┴┐Ż¼║ĖĮėĢr▓╗ęū▒ŻūCŅA¤ß╝░īėķg£žČ╚Ż©80 Īµęį╔ŽŻ®Ż¼║ĖĮė▓┘ū„▀^│╠ųąäĪ┴ęĄ─£žČ╚ūā╗»╦∙ī¦ų┬Ą─Įī┘ĮYśŗūā╗»Ż¼ų┬╩╣«a╔·┴č╝yĄ─┐╔─▄ąį┤¾┤¾į÷╝ėĪŻ
Ż©2Ż®æ¬┴”╝░║ĖĮėĮM┐ŚĪŻ╣▄Ą└Īó╠ū═▓ūį╔Ē▓─┘|å¢Ņ}╦∙«a╔·Ą─Šų▓┐ė▓³cŻ¼ęį╝░║ĖĮė▀^│╠ųą£žČ╚ūā╗»╦∙«a╔·Ą─¤ß├ø└õ┐sČ╝Ģ■«a╔·Šų▓┐æ¬┴”╝»ųąŻ¼ŁhŽ“ĮŪ║Ė┐pĮM┐Śæ¬┴”Ų½Ė▀Ż¼┤┘▀M┴╦čė▀t┴č╝yĄ─├╚╔·║═öUš╣ĪŻ
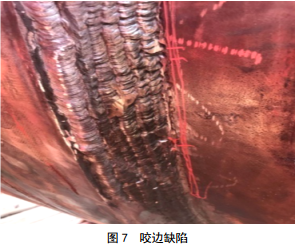
2.2 ═Ōė^│╔ą═▓ŅĪóę¦▀ģĪó╬┤╚█║Ž
łD 7ųą║Ė┐p═Ōė^│╔ą═▓ŅŻ¼▀@┼c║Ė┐p┘|┴┐ėąų▒ĮėĻPŽĄŻ¼╚ń║Ė╣ż╦«ŲĮĪó╩Ūʱ░┤ęÄ│╠▓┘ū„Ą╚ĪŻ║ĖĮėļŖ┴„▀^┤¾╗“║ĖĮė╦┘Č╚▀^┐ņęūī¦ų┬ę¦▀ģŻ¼łD 7äØŠĆ╠ÄŻ¼ę¦▀ģ╠ÄśOęū«a╔·║Ėų║┴č╝yĪŻ
┴Ē═ŌŻ¼╚ń╣¹░▓čbĢrBą═╠ū═▓┼c╣▄Ą└ķgŽČ▌^ąĪŻ©ąĪė┌1 mmŻ®Ż¼«öŅAČčīėŠÓļxBą═╠ū═▓Č╦├µ▌^Į³ĢrŻ¼ęūī¦ų┬╠ū═▓┼c╣▄Ą└ŽÓ▀BĄ─Ą┌ę╗Ą└║Ė┐pŻ©Ė∙║ĖŻ®╬┤╚█║ŽĪŻ
2.3 Bą═╠ū═▓▓─┘|║═║ĖĮė▓─┴Ž
Ż©1Ż® Bą═╠ū═▓┘|┴┐ĪŻ░³└©╠ū═▓▒Š¾w╩Ūʱ┤µį┌ĘųīėĪóŲ┬┐┌┴č╝yĪó═▓¾wūāą╬Ą╚Ż¼ęį╝░Bą═╠ū═▓▓─┘|║¼╠╝┴┐╩Ūʱ│¼ś╦Ą╚ĪŻ
Ż©2Ż®║Ė▓─å¢Ņ}ĪŻ║Ė▓─┐╔─▄┤µį┌▓╗║ŽĖ±Īó▀^Ų┌Ż¼ęį╝░┼Ų╠¢Õeė├Ż¼▒Ż┤µĪó╩╣ė├▓╗«öįņ│╔ąį─▄Ė─ūāĄ╚å¢Ņ}ĪŻ
2.4 Ųõ╦¹å¢Ņ}
Ż©1Ż®─┐Ū░Bą═╠ū═▓║Ė┐p¤oōp╠Įé¹ś╦£╩Ż©ęÄĘČŻ®▓╗Įyę╗ĪŻ
Ż©2Ż®ĮŪ║Ė┐pÖz£y¤oŽÓ┐žĻ接┴ąīŻė├ī”▒╚įćēKĪŻ
Ż©3Ż®ŽÓ┐žĻćÖz£y£╩┤_Č╚ĪóÖz│÷┬╩ėą┤²▀Mę╗▓Į┤_šJĪŻ
3 ╣▄┐ž┤ļ╩®
3.1 ęÄĘČ║ĖĮė╣ż╦ćęÄ│╠
╬»═ąėą┘Y┘|å╬╬╗ī”║ĖĮė╣ż╦ćęÄ│╠▀Mąą╔²╝ēĪŻ║Ėįu─ŻöMūŅÉ║┴ė╣żørŻ¼─ŻöM£yįćČÓĘNģóöĄŽ┬Ą─║ĖĮė▀^│╠▓ó▀Mąą┘|┴┐įuārŻ¼Įo│÷ūŅā×╗»ĘĮ░ĖŻ¼┤_▒Żį┌¼Fł÷╩®╣żĢrŠ▀éõ┐╔▓┘ū„ąįĪŻ║Ėįuī”Ė„éĆ╩®╣ż▓Į¾E╠ß│÷├„┤_Ą─ųĖī¦ęŌęŖŻ¼░³└©╣ż╦ć▀xō±Īó║Ė▓─▀xō±ĪóŅA¤ß║═║Ė║¾¤ß╠Ä└Ēś╦£╩║═Š▀¾w┴„│╠Ą╚ĪŻ
3.2 ć└Ė±░┤ššęÄ│╠╩®║Ė
╩®║Ė▀^│╠ųąć└Ė±░┤ššįōęÄ│╠ę¬Ū¾Ż¼╣▄┐ž┴„╦┘Īóē║┴”Īó£žØ±Č╚Īó’L╦┘Ą╚ĻPµIę“╦žŻ¼╝ėčb┐v║Ė┐pē|░ÕĪóę²╗Ī░ÕĪŻĖ∙ō■║Ė╣ż╠ž³cā×╗»░Ó┤╬Ż¼ė╔╝╝ĤĄ╚╦«ŲĮ▌^Ė▀Ą─║Ė╣żžōž¤┤“ĄūĪó╔w├µĄ╚ĻPµI╣żą“║ĖĮėĪŻč¹šł║ĖĮė╣ż╦ćįuČ©å╬╬╗īŻ╝ęĄĮ¼Fł÷▒OČĮųĖī¦Ż¼┤_▒Ż├┐ę╗éĆ╩®╣ż╝Ü╣ØŠ∙Ę¹║Ž║ĖĮė╣ż╦ćę¬Ū¾ĪŻŠÄųŲBą═╠ū═▓░▓čbÖz▓ķėøõø▒ĒŻ¼įö╝Üėøõø║Ėįuę¬Ū¾Ą─ŽÓĻPę¬³cŻ¼ū÷ĄĮėąō■┐╔▓ķŻ¼×ķ║¾└m▀Mę╗▓ĮĘų╬÷ū÷║├£╩éõĪŻīóĮMī”ŪķørĪóē|īėĪó═╦╗║ĖĄ└Īó╗ž╗║ĖĄ└Ą╚ĻPµI³cū„×ķ═ŻÖz³cŻ¼Öz▓ķ║ŽĖ±ĘĮ┐╔▀M╚ļŽ┬ę╗╣żą“ĪŻ
3.3 ▀xō±║¼Üõ┴┐▌^Ą═Ą─║ĖĮėĘĮ╩Į
▀xō±Ą═ÜõĪóĖ▀┘|┴┐║Ė▓─Ż¼▒M┴┐▒▄├Ōį┌رČ╚▌^Ė▀Ą─ ŁhŠ│Ž┬╩®║ĖĪŻš{čąć°ā╚═Ō┤¾╣”┬╩ųąŅl╝ė¤ßŲ„Ż¼ō±ā×▀Mąą¼Fł÷įćė├Ż¼ųĖī¦ÅS╝ę▀MąąĖ─▀MŻ¼┤_▒ŻĖ▀┴„╦┘Ž┬į┌ŠĆ║ĖĮėĄ─ŅA¤ß╝░īėķg£žČ╚ØMūŃ║ĖĮė╣ż╦ćęÄ│╠ę¬Ū¾ĪŻ▀xė├ÅŚ│÷╩Į║ĖŚl▒Ż£ž═░Ż¼═©▀^ō▄äė╩ų▒·├┐┤╬ų╗ÅŚ│÷ę╗Ė∙║ĖŚlŻ¼ė├ę╗Ė∙╚Īę╗Ė∙Ż¼┤_▒ŻęÄĘČ▓┘ū„Ą─═¼Ģr┤¾┤¾╠ßĖ▀┴╦ą¦┬╩ĪŻ
3.4 ░▓čbŪ░┤_šJBą═╠ū═▓┘|┴┐
░▓čbŪ░ī”Bą═╠ū═▓▀MąąĘųīėÖz£y║═┤┼Ę█Öz£yŻ¼┤_▒Ż═▓¾w¤oĘųīėĪóŲ┬┐┌¤o┴č╝yĄ╚╚▒Ž▌ĪŻ
3.5 ╠ßĖ▀ĮMī”Š½Č╚
║╦īŹBą═╠ū═▓═Ōą╬│▀┤ń║Ž▀m¤oūāą╬Ż¼į┌Bą═╠ū═▓┼c╣▄Ą└ķgē|║ĖŚlĄ╚ĘĮ╩Į╠ßĖ▀ĮMī”░▓čbŠ½Č╚Ż¼▒ŻūCķgŽČŠ∙ä“Ż¼ĘĮ▒Ń╩®║ĖŻ¼▀MČ°╠ßĖ▀║ĖĮė┘|┴┐ĪŻĖ∙ō■║ĖĮė║±Č╚ę¬Ū¾╝░ĮMī”ķgŽČŻ¼┤_Č©║ĖĮėīÆČ╚▓óį┌╣▄Ą└─Ė▓─äØŠĆŻ¼┤_▒Ż║ĖĄ└▀ģŠēš¹²RĪŻ
3.6 ▀Mąą║Ė║¾¤ßŽ¹Üõ╠Ä└Ē
ŁhŽ“ĮŪ║Ė┐p║ĖĮė═Ļ│╔║¾┴ó╝┤ī”║ĖĮė╬╗ų├╝ė¤ßĄĮ200 ĪµĪ½350 Īµ║¾▒Ż£ž2ąĪĢr▀Mąą¤ß╠Ä└ĒĪŻ
3.7 ╣ż╦ć╝░ŁhŠ│▀xō±
ė╔ė┌Bą═╠ū═▓į┌ŠĆ║ĖĮėĢr╣▄Ą└¤oąĶ═Ż▌öŻ¼ī”╔·«a▀\ąąė░Ēæ▌^ąĪŻ¼ę“┤╦į┌▀xō±ū„śIĢrķgĢr▌^ōQ╣▄ū„śIŽÓī”ņ`╗ŅŻ¼┐╔Ė∙ō■╣▄Ą└▌öÜŌ┴┐Īó╠ņÜŌĄ╚Śl╝■Ż¼ō±ā×▀xō±ŁhŽ“ĮŪ║Ė┐p║ĖĮėĢrķgŻ©┐v║Ė┐p║ĖĮėī”╣ż╦ć¤oė░ĒæŻ¼┐╔ļSĢr▀MąąŻ®Ż¼▒M┴┐▀xō±▌öÜŌ┴┐Ą═Ż©┴„╦┘Ą═Ż¼ŅA¤ß╝░īėķg£žČ╚ęū▒Ż│ųŻ®Īó╠ņÜŌ║├Ż©Ø±Č╚Ą═Ż®Ą─ŪķørŽ┬▀MąąŻ¼▓ó▓╔ė├ėąą¦Ą─Ę└’LĘ└ėĻ┤ļ╩®Ż¼┤_▒Ż║ĖĮė┘|┴┐ĪŻ
3.8 ĘeśOķ_š╣╝╝ąg蹊┐
ķ_š╣Ė▀õō╝ē Bą═╠ū═▓蹊┐ Ż¼ęį▒Ń£p▒Ī╠ū═▓▒┌║±Ż¼£pąĪ║ĖĮė╣żū„┴┐ĪŻķ_š╣Bą═╠ū═▓╚½ūįäė║ĖĮė╝╝ągæ¬ė├įć“ׯ¼▀Mę╗▓Į▒ŻūC║ĖĮė┘|┴┐ĪŻ
4 ąĪĮY
ßśī”Bą═╠ū═▓║ĖĮė▀^│╠ųą│÷¼FĄ─čė▀t┴č╝y╚▒Ž▌Ż¼╠ß│÷┴╦┘|┴┐╣▄┐ž┤ļ╩®Ż¼┐╔×ķ¼Fł÷ū„śI╠ß╣®ģó┐╝ĪŻ╚ń║╬═Ļ╚½▒▄├Ō«a╔·čė▀t┴č╝yŻ¼▀ĆąĶę¬▀MąąČÓĘĮ╬╗蹊┐ĪŻ
ū„š▀Ż║īOīܲłŻ¼ 1976─Ļ╔·Ż¼Ė▀╝ē╣ż│╠ĤŻ¼ 2006─Ļ┤T╩┐«ģśIė┌ųąć°╩»ė═┤¾īWŻ©▒▒Š®Ż®ė═ÜŌā”▀\īŻśIŻ¼¼Fų„ę¬Å─╩┬╠ņ╚╗ÜŌ╣▄Ą└æ¬╝▒ōīļU╝╝ąg╣▄└Ē╣żū„ĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
