



╩ų╣żµuśOÜÕ╗Ī║Ėį┌▌öÜŌ╣▄Ą└äė╗▀BŅ^Ė∙║ĖųąĄ─æ¬ė├
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2021─ĻĄ┌5Ų┌ ū„š▀Ż║ĻÉīW╬õ └ŅĖ╗Žķ ±Tųę╬õ │╠└┌ į°ąĪ²ł ±R┐Ī┐² ĢrķgŻ║2021-10-12 ķåūxŻ║
ĻÉīW╬õ └ŅĖ╗Žķ ±Tųę╬õ │╠└┌ į°ąĪ²ł ±R┐Ī┐²
ć°╝ę╣▄ŠW╝»łF╬„▓┐╣▄Ą└ą┬Į«▌öė═ÜŌĘų╣½╦Š█Ę╔ŲŠSōīą▐ųąą─
š¬ę¬Ż║▌öÜŌ╣▄Ą└ōīą▐äė╗▀BŅ^ū„śIųąŻ¼Ė∙║Ė╩ŪĘŪ│ŻĻPµIĄ─║ĖĮė╣żą“ĪŻĮķĮB┴╦╩ų╣żµuśOÜÕ╗Ī║ĖĄ─╠ž³cŻ¼Ęų╬÷┴╦ė░ĒæĖ∙║Ė┘|┴┐Ą─ų„ę¬ę“╦žŻ¼┐éĮY┴╦Ė∙║Ė▓┘ū„╝╝Ū╔╝░║ĖĮė╚▒Ž▌┐žųŲ┤ļ╩®ĪŻ¤oōpÖz£yĮY╣¹▒Ē├„Ż¼║Ė┐p║ŽĖ±┬╩├„’@╠ßĖ▀Ż¼║Ė┐pĘĄą▐┬╩ĮĄĄ═ĪŻ
ĻPµIį~Ż║▌öÜŌ╣▄Ą└Ż╗äė╗▀BŅ^Ż╗ÜÕ╗Ī║ĖĖ∙║ĖŻ╗║ĖĮė╚▒Ž▌
╩ų╣żµuśOÜÕ╗Ī║ĖŠ▀ėąūįė╔ļŖ╗ĪĘĆČ©Īó═”Č╚Ė▀Īó╚█═Ėąį║├Ą─║ĖĮėąį─▄Ż╗║Ė┐pĖ∙▓┐│╔ą╬’¢ØMŻ¼╚▌ęū½@Ą├└ĒŽļĄ─▒│├µ│╔ą═Ż╗║ĖĮė╦┘Č╚┐ņŻ¼ą¦┬╩Ė▀Ż¼┘|┴┐║├Ż╗╦∙ąĶ║ĖĮėįOéõ║åå╬Ż¼ęūė┌░ß▀\Ż╗╠žäe▀mė├ė┌ę░═Ōōīą▐äė╗▀BŅ^ū„śIĪŻĖ∙║Ė╩Ū╣▄Ą└▀BĮėĄ─╩ūīė║Ė┐pŻ¼╩Ū╣▄Ą└ōīą▐äė╗▀BŅ^║ĖĮėųąūŅ×ķĻPµIĪóļyČ╚ūŅ┤¾Ą─ę╗īė║ĖĄ└ĪŻīó╩ų╣żµuśOÜÕ╗Ī║Ėæ¬ė├ĄĮäė╗▀BŅ^Ė∙║ĖųąŻ¼ęį“×ūCŲõ║ĖĮėą¦╣¹ĪŻ
1 ė░ĒæĖ∙║ĖĄ─ų„ę¬ę“╦ž
1.1 ╣▄▓─
ą┬┼f╣▄Ą└Ą─╣▄▓─ęÄĖ±Īóą═╠¢Ų½▓ŅŻ¼ęūįņ│╔╣▄▒┌Õe▀ģ┴┐▌^┤¾Īóī”┐┌ķgŽČ▓╗Š∙ä“Ą╚¼FŽ¾Ż¼į┌Ė∙║Ė▀^│╠ųąęū«a╔·╬┤║Ė═ĖĪó╬┤╚█║ŽĪó┴č╝yĄ╚║ĖĮė╚▒Ž▌ĪŻ
1.2 ÜŌ┴„
Ė∙║Ė╩▄ÜŌ┴„ė░Ēæ▌^┤¾ĪŻįŁ╣▄Ą└ųą╠ņ╚╗ÜŌ╗“ų├ōQĄ¬ÜŌ┼c┐šÜŌĄ─├▄Č╚▓╗ę╗śėŻ¼═¼Č╬╣▄ŠĆČÓ╠Ä╩®╣ż³cŽÓī”Ė▀Č╚▓Ņ▌^┤¾ęį╝░ŪąöÓķyĻPķ]▓╗ć└Ż¼Ė∙║Ė╬╗ų├Ģ■ę“š²ē║╗“žōē║ĀŅørČ°«a╔·ÜŌ¾w╬╔┴„Ż¼ė░ĒæļŖ╗ĪĄ─š²│Ż╚╝¤²ĪŻć└ųžĢrŻ¼╣▄ā╚ÜłėÓ╠ņ╚╗ÜŌ¤oĘ©═Ļ╚½┼┼┐šŻ¼Ģ■«a╔·Ų╗╗“ķW▒¼¼FŽ¾Ż¼Å─Č°ī¦ų┬║ĖĮė└¦ļyŻ¼ęū«a╔·ÜŌ┐ūĪóŖAį³Ą╚║ĖĮė╚▒Ž▌ĪŻ
1.3 ┤┼ł÷
╚ń╣¹╣▄Ą└į°Įø▀^┬®┤┼ųŪ─▄Öz£y╗“Ųõ╦¹ę“╦žī¦ų┬ūį╔Ē▒╗┤┼╗»Ż¼║ĖĮėĢr│÷¼FļŖ┤┼╗ĪŲ½┤Ą╩╣║ĖĮėļŖ╗ĪŲ½ą▒Ż¼╚▄Ą╬¤oĘ©▀^Č╔ĄĮŲ┬┐┌Ė∙▓┐ą╬│╔╚█│žŻ¼ęū«a╔·╬┤╚█║ŽĪóÜŌ┐ūĪóŖAį³Ą╚║ĖĮė╚▒Ž▌
1.4 ╣▄ā╚▒┌Ė»╬g
╣▄Ą└ķLŲ┌╩▄H2SĖ»╬gŻ¼õō╣▄ųąöU╔óÜõ┴┐į÷Ė▀╩Ū«a╔·čė▀t┴č┐pĄ─ų„ę¬ę“╦žų«ę╗Ż¼Ūę║Ė┐pęū«a╔·ĘõĖCĀŅĄ─├▄╝»ąĪÜŌ┐ūŻ¼ć└ųžĢrī¦ų┬Ė∙║Ė║Ė┐p«a╔·ĮYŠ¦┴č╝y║ĖĮė╚▒Ž▌ĪŻ
2 Ė∙║Ė║ĖĮė╣ż╦ć
2.1 ║ĖŪ░£╩éõ
Ż©1Ż®ŪÕ└ĒĪŻÜÕ╗Ī║Ėī”ė═ĪóõPĪó╦«╠žäe├¶ĖąŻ¼śOęū«a╔·ÜŌ┐ūŻ¼ī”─Ė▓─Ą─▒Ē├µ┘|┴┐ę¬Ū¾▌^Ė▀ĪŻ║ĖŪ░▒žĒÜīó╣▄Ą└ā╚═ŌŲ┬┐┌▀ģŠēā╔é╚20 mmĪ½25 mmĘČć·ā╚Ą─╬█╬’ÅžĄūŪÕ│²Ė╔ā¶Ż¼ė├ĮŪŽ“╔░▌åÖC┤“─ź│÷Įī┘╣ŌØ╔Ż¼Ž¹│²Ų┬┐┌ā╚═Ōā╔é╚┬±╗Ī║Ė┐pėÓĖ▀20 mmęį╔ŽĪŻ║ĖĮz▒Ē├µĄ─ė═ų¼ĪóĶFõPė├╔░╝ł┤“─źų▒ĄĮ┬Č│÷Įī┘╣ŌØ╔ĪŻįŁ╣▄Ą└ā╚▒┌╚ńėąĖ»╬g▓┐╬╗ę╗Č©Įø▒¹═¬ŪÕŽ┤Īó┤“─źĪó╝ė¤ß╚źÜõŻ¼£p╔┘║Ė┐p«a╔·┴č╝yĪóÜŌ┐ūĄ╚āAŽ“ĪŻ
Ż©2Ż®▀xė├”Ą8 mmĪ½10 mmłAų∙ą╬Īó╩šö┐ą═╠š┤╔ćŖūņĪŻ
Ż©3Ż®▀xė├”Ą2.5 mmĄ─ŌŗµuśOŻ¼īóŲõČ╦Ņ^─ź│╔30ĪŃ©D40ĪŃÕFą╬ęį╩╣ļŖ╗ĪĘĆČ©ĪŻ
Ż©4Ż®ÜÕÜŌ╝āČ╚┤¾ė┌ 99.96%ĘĮ┐╔║ĖĮėŻ¼▒ŻūoÜŌ¾wē║┴”Ą═ė┌1.5 MPaĢrąĶĖ³ōQĪŻ
Ż©5Ż®Ė∙║Ė▓┘ū„Ģr╩ę═Ō’L╦┘┤¾ė┌2 m/sæ¬▓╔ė├Ę└’L┼’ĪŻ
2.2 ║ĖĮė╣ż╦ćģóöĄ
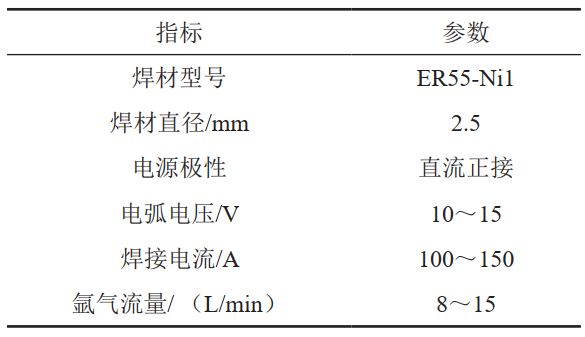
ęį”Ą1219 mmĪ┴18.4 mm╣▄Ą└×ķ└²Ż¼ÜÕ╗Ī║Ė▀xė├┤¾╬„č¾CHG-55C1Ą─ER55-Ni1║ĖĮzĪŻ║ĖĮė╣ż╦ćģóöĄęŖ▒Ē 1ĪŻ
▒Ē 1 Ė∙║Ė║ĖĮė╣ż╦ćģóöĄ▒Ē
2.3 ║ĖĮė▓┘ū„╝╝Ū╔
Ż©1Ż®▓┘ū„ę¬³cĪŻ║ĖĮėŪ░Ż¼▒žĒÜć└Ė±░┤ššę¬Ū¾▀Mąą100 ĪµĪ½150 ĪµĄ─║Ė┐┌ŅA¤ßŻ¼īó³c║ĖĪó║ĖĮėŲ╗Ī╬╗ų├┤“─ź│╔ŠÅŲ┬ą╬ĀŅŻ©łD 1Ż®Ż¼▒ŻūCĖ∙▓┐│╔ą═ęį╝░╚┌║Ž┴╝║├ĪŻė╔ė┌║ĖĮė╩š┐sūāą╬ī¦ų┬ķgŽČąĪė┌3 mmĢræ¬╝░Ģr═Ż╗Īė├ĮŪŽ“─ź╣ŌÖCīóķgŽČöU┤¾ĄĮ3 mmĘĮ┐╔└^└m║ĖĮėŻ¼▓╔ė├ōu░č▓┘ū„Ż¼č÷╬╗║ĖĮėĢr▓╔ė├╣▄ā╚╦═ĮzĘ©ĪŻļŖ╗ĪķLČ╚▒Ż│ųį┌ 2 mmĪ½4 mmų«ķgŻ¼ćŖūņ┼c║Ė╝■▒Ż│ųį┌70ĪŃĪ½85ĪŃų«ķgŻ¼║ĖĮz┼c║Ė╝■Ą─ŖAĮŪ×ķ10ĪŃĪ½15ĪŃĪŻ
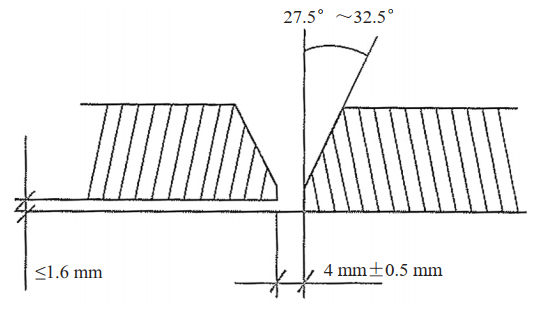
łD 1 Ų┬┐┌╝╝ągģóöĄ
Ż©2Ż®ōu░č║ĖĮė╩ųĘ©ĪŻ║Ėśīśīūņų▒Įėē║į┌Ų┬┐┌ā╚ö[äė,śīūņ┼cę║æB╚█│žĄ─ŠÓļx▌^Į³,┐╔ęį╩╣▒ŻūoÜŌ¾w│õĘų▒Żūo╚█│žĪŻ▀\Ślö[äė┬ĘŠĆĖ∙ō■čb┼õķgŽČ┼cŲ┬┐┌ą╬ĀŅ,║ĖĮė▀^│╠ųą─▄╩╣ų«╩▄¤ßŠ∙ä“ĪŻĖ∙ō■╣▄▓─║±Č╚║═Ų┬┐┌ĮŪČ╚Ż¼▀xō±║Ž▀mĄ─┤╔ūņ║═µuśO╔ņ│÷Ą─ķLČ╚Ż¼īó║ĖśīĘ┼ĄĮŲ┬┐┌ā╚Ż¼┤╔ūņŽ┬ē║ĄĮ╣ż╝■Ų┬┐┌▒Ē├µĪŻę¬ūóęŌŽ┬ē║▓╗╩Ūę╗╬ČŽ“Ū░ė├┴”Ż¼┐╔└¹ė├┤╔ūņ┼c╣ż╝■Ą─Įėė|├µū¾ėęį┬č└ö[äė╗“š▀Zą═ö[äėŻ¼ę▓┐╔ęįų▒Įė«ŗłAŻ¼ū÷▀\Śläėū„Ż¼┤╔ūņ▓╗ę¬ļxķ_Ų┬┐┌Š∙ä“ö[äėŻ¼│ųśīĄ─╩ų┐╔├ōļx║Ė╝■ĪŻ
Ż©3Ż®║ĖĮėĪŻ║ĖĮėūįŽ┬Ž“╔Ž▓┘ū„Ż¼Ū░░ļłAį┌6³cńŖ╬╗ų├Ū░ĘĮ5 mmĪ½10 mm╠Äę²╗ĪŻ¼12³cńŖ╬╗ų├╩š╗ĪĪŻ║ĖĮė▀^│╠ųą▓╗öÓš{š¹║ĖśīŻ¼ęį▒ŻūCµuśO┤╣ų▒ė┌║Ė┐pųąą─▌SŠĆ│╔90ĪŃĪŻŲ╗ĪąĶ╠ßŪ░╦═ÜŌ▒ŻūoŻ¼Ų╗Īäėū„ę¬┐ņŻ¼Ę└ų╣┼÷öÓµuśOČ╦Ņ^Ż¼«a╔·ŖAµuĪŻ▓╔ė├Č╠┬ĘĮėė|Ę©ę²╗ĪŻ¼µuśOČ╦▓┐ŠÓļxŲ┬┐┌╝s1 mmĪ½2 mmŻ¼└¹ė├║ĖĮzäØ▓┴ę²╚╝ļŖ╗ĪĪŻŲ╗Ī║¾īóļŖ╗Ī└ŁŽ“┤²║Ė╬╗ų├Ż¼īó─Ė▓─╝ė¤ßŻ¼ą╬│╔╚▄│ž║¾Ż¼┴ó╝┤╠Ņ╝ė║ĖĮzĪŻ╩š╗ĪĢrŻ¼═Żų╣╦═ĮzŻ¼▀m«ö╝ė┐ņ║ĖĮė╦┘Č╚Ż¼īóļŖ╗Ī└ŁŽ“Ų┬┐┌ę╗▀ģŻ¼┐ņ╦┘Ž©╗ĪŻ¼▒▄├Ō«a╔·╗Ī┐ė║═┐s┐ūĪŻ
Ż©4Ż®╦═Įzę¬³cĪŻė├ū¾╩ųīó║ĖĮz▀B└m╦═▀M╚█│žŻ¼╦═Įzäėū„ę¬▌pŻ¼▓╗Ą├öćäėÜÕÜŌ▒ŻūoīėĪŻ║ĖĮz┼c═©▀^╚█│žĄ─ŪąŠĆ│╔10ĪŃĪ½15ĪŃĢrŻ¼▌p▌pĄžīó║ĖĮzčžŲ┬┐┌╔ŽĘĮ╦═▀M╚█│ž└’Ż¼╩╣╚█╗»Įī┘▀_ĄĮŲ┬┐┌Ė∙▓┐ĪŻ5³cńŖ©D7³cńŖĘĮŽ“æ¬▓╔ė├ā╚╦═ĮzŻ¼▒▄├Ōā╚░╝║═╬┤║Ė═ĖĪŻ
║ĖĮz╝ė╚ļ╚█│ž║¾Ż¼µuśOö[Ž“Ų┬┐┌ę╗é╚Ģrū„▒žę¬Ą─═Ż┴¶Ż¼ų▒ų┴╚█╚┌Įī┘┼cŲ┬┐┌┴╝║├╚█║ŽŻ¼▓┼─▄ö[Ž“┴Ēę╗é╚Ż╗ų▄Č°Å═╩╝Ą─═Ļ│╔š¹Śl║Ė┐pĪŻ«öķgŽČ▌^ąĪĪó╚█│ž─▄ē“║═Ų┬┐┌ā╔é╚╚█║ŽĢrę▓┐╔ęį▓╗ö[äėµuśOĪŻ╝ėĮz╬╗ų├Ė∙ō■║Ė┐pķgŽČ║═Ōg▀ģ┤¾ąĪ▀m«öš{š¹Ż¼┐žųŲ▒│═╣Ė▀Č╚▓╗─▄▀^Ė▀Ż¼ę╗░Ń╝ėį┌Ė∙▓┐╝┤┐╔ĪŻ
Ż©5Ż®Õe┐┌║ĖĮėĪŻŽ╚┴╦ĮŌī”ĮėķgŽČĪóŌg▀ģęį╝░Õe┐┌ŪķørŻ¼ū÷ĄĮą─ųąėąöĄĪŻ║ĖĮėĢrŻ¼µuśO║═╝ėĮz╬╗ų├Ž“Ų┬┐┌Ė∙▓┐┐┐Į³Ż¼Ģr│Ż╠ßŲ║ĖĮzŻ¼▓ķ┐┤╚█═ĖĀŅørŻ¼ęį▒Ńš{š¹ą▒└Ł│╠Č╚ĪóµuśO┼c╝ėĮz╬╗ų├ļxĖ∙▓┐▀hĮ³Ą╚ĪŻ
2.4 ║ĖĮė╚▒Ž▌╝░┐žųŲ┤ļ╩®
Ż©1Ż®╬┤╚█║Ž╝░╬┤║Ė═ĖĪŻ┐žųŲ┤ļ╩®:ó┘╣▄Ą└Ų┬┐┌╝ė╣ż▒žĒÜĘ¹║ŽęÄĘČę¬Ū¾Ż¼║ĖŪ░ę¬ć└Ė±ŪÕ│²─Ė▓─║═║ĖĄ└▒Ē├µ╬█╬’║═ļs┘|Ż╗ó┌▀xė├▀mę╦Ą─║ĖĮėļŖ┴„║═║ĖĮė╦┘Č╚Ż¼ć└Ė±ł╠ąą║ĖĮė╣ż╦ćįuČ©║ĖĮėŻ╗ó█▓╔ė├š²┤_Ą─║Ėśī║ĖŚlĮŪČ╚Ż¼▒ŻūC║Ė┐pā╔é╚Įī┘╚█╗»ĮY║Ž┴╝║├Ż╗ó▄┐žųŲÕe▀ģ┴┐ĪŻ
Ż©2Ż®ÜŌ┐ūĪŻ┐žųŲ┤ļ╩®Ż║ó┘īó─Ė▓─║═║Ė▓─▒Ē├µĄ─╬█╬’║═ļs┘|ŪÕ│²Ė╔ā¶Ż¼║µĖ╔║ĖŚlŻ╗ó┌▀xō±║Ž└ĒĄ─║ĖĮė╦┘Č╚║═║ĖĮėļŖ┴„Ż╗ó█į┌┴Ēę╗é╚╣▄┐┌╩╣ė├┼±▓╝ć└├▄ĘŌČ┬Ż¼ėąą¦£p╔┘┼c║Ė┐┌ŽÓ▀B═©Ą─═Ė’L║ĖĮė╣▄Č╬ķLČ╚Ż¼╩╣╣▄Č╬ā╚ÜŌ┴„┴„╦┘ĮĄĄĮūŅĄ═Ż╗ó▄║ĖĮėĢr▒M┐╔─▄▒▄├Ō£žČ╚▓©äė▀^┤¾Ż╗ó▌ė├ųąŅl╝ė¤ßŲ„ŅA¤ß╣▄┐┌Ż¼£pŠÅ╣▄Ą└ā╚═Ōē║▓ŅŻ╗ó▐2╚╦═¼Ģr╩®║ĖĢr╝░Ģr╠ßąčī”ĘĮūóęŌŻ¼▒▄├Ō┤“─ź▀^│╠ųą«a╔·Ą─ĶFą╝▀M╚ļ╚█│ž«a╔·ÜŌ┐ūĄ╚ĪŻę╗Ą®ĮMī”║├Ż¼▒M┐╔─▄ę╗┤╬ąįČ╠Ģrķgā╚║Ė═ĻŻ¼Ę±ät║Ė┐┌ėą┐╔─▄į┌╣▄Ą└└õ┐sĄ─ŪķørŽ┬▒╗╦║┴čĪŻ
Ż©3Ż®║Ė┴÷ĪŻ║Ė┴÷╝»ųą│÷¼Fį┌3³cńŖĪ¬9³cńŖ╬╗ų├Ż¼«öķgŽČ┤¾ė┌4 mmĢræ¬▓╔ė├ā╔³c╦═ĮzĘ©▓ó£p╔┘╦═Įz┴┐Ż¼═¼Ģr▀m«ö£pąĪ║ĖĮėļŖ┴„ĪŻ
Ż©4Ż®įįĮzĪŻ▒▄├Ō║ĖĮz▓Õ╚ļ╣▄ā╚▀^ČÓ▒ŻūC├┐ę╗┤╬╦═ĮzČ╝─▄īó║ĖĮzČ╦▓┐╚█╗»ĪŻ
Ż©5Ż®ŖAµuĪŻ║ĖĮė▀^│╠ųą▒▄├Ō║ĖĮz┼cµuśOĮėė|Ż¼░l╔·µuśO¤²ōpĢræ¬╝░Ģr═Ż╗Ī▀Mąą┤“─ź╠Ä└ĒŻ¼ŪÕ└Ēµu┴ŻŻ¼▒▄├Ōįņ│╔ŖAµuĪŻ
Ż©6Ż®ā╚░╝ĪŻ╩®║Ė▀^│╠ųą║Ėśīö[äėĘ∙Č╚▓╗─▄▀^┤¾Ż¼╩╣ļŖ╗Ī¤ß┴┐╝»ųąė┌Ė∙▓┐Ż¼▒▄├Ō«a╔·▒│├µ║Ė┐pĄ═ė┌įć╝■ā╚▒Ē├µĄ─░╝Ž▌ĪŻ
3 ╠ž╩ŌŪķør╠Ä└Ē
¼Fł÷║ĖĮė▀^│╠ųąŻ¼╚¶╩╣ė├Ž¹┤┼ÖCŽ¹┤┼║¾╣▄▒┌╚į╚╗Ħ╚§┤┼ĪóŲ┬┐┌ķgŽČ╗“Ōg▀ģ▓╗ę╗ų┬Ż¼┐╔ęį▀xō±ķgŽČ║Ž▀mĪó┤┼ąį╚§Ą─╬╗ų├Ž╚║ĖĮėŻ¼ūą╝Üė^▓ņļŖ╗Īį┌╣▄Ą└Ų┬┐┌ā╚ā╔é╚╚╝¤²ĀŅørŻ¼═©▀^š{š¹║Ėśī┼c╣▄Ą└Ą─ŖAĮŪęį╝░▒Ż│ųČ╠╗Ī║ĖĮėŻ¼┐╔ęį╩╣ļŖ╗Īš²│Ż┤®═ĖŲ┬┐┌Ōg▀ģĪŻ╩▄ÜŌ┴„ė░ĒæĢrŻ¼æ¬▀m«ö╝ė┤¾ÜÕÜŌ┴„┴┐Ż¼▒M┴┐ē║Ą═ļŖ╗ĪŻ¼Ė∙║ĖūŅ║¾╩š╬▓║ĖĮėČ╬Ż©╝┤ĘŌ┐┌Č╬Ż®Ż¼š²ē║▀xō±į┌╔Ž┼└Ų┬ŲĮ║Ė╬╗ų├Ż¼žōē║▀xō±į┌┴ó║Ė╬╗ų├ĪŻ
4 ĮYšZ
╩ų╣żµuśOÜÕ╗Ī║ĖĖ∙║Ė┐╔ė├ÅŖ╣Ō╩ųļŖ═▓═©▀^║Ė┐pķgŽČų▒Įėė^▓ņā╚▓┐│╔ą═ŪķørŻ¼ĘĮ▒ŃīŹė├ĪŻ¤oōpÖz£yĮY╣¹▒Ē├„Ż¼║Ė┐p║ŽĖ±┬╩├„’@╠ßĖ▀Ż¼║Ė┐pĘĄą▐┬╩ĮĄĄ═ĪŻĮ³Äū─Ļ█Ę╔ŲŠSōīą▐ųąą─į┌ōīą▐äė╗▀BŅ^ū„śIųąČÓ┤╬╩╣ė├╩ų╣żµuśOÜÕ╗Ī║ĖĖ∙║ĖŻ¼╚ĪĄ├┴╦┴╝║├Ą─ą¦╣¹Ż¼╠ßĖ▀┴╦║ĖĮė┘|┴┐Ż¼Į©ūh═ŲÅVæ¬ė├ĪŻ

ū„š▀║åĮķŻ║ĻÉīW╬õŻ¼1985─Ļ╔·Ż¼ų·└Ē╣ż│╠ĤŻ¼╬„▓┐╣▄Ą└ą┬Į«▌öė═ÜŌĘų╣½╦Š█Ę╔ŲŠSōīą▐ųąą─║Ė╣żŻ¼ų„ę¬Å─╩┬▌öė═ÜŌ╣▄Ą└ŠSōīą▐╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║18209656864Ż¼584888447@qq.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
