



ę╗ĘN┐╔Ž„£p╣▄Ą└║ĖĮėĘŌ┐┌ÜŌ┴„ė░ĒæĄ─ĘĮĘ©
üĒį┤Ż║ĪČ╣▄Ą└▒Żūo(h©┤)ĪĘ2021─ĻĄ┌2Ų┌ ū„š▀Ż║ųņĢį│╝ ╣∙┤µĮ▄ ŚŅ╚f└’ ▓▄čėļp ┌w║ŃėŅ Ģr(sh©¬)ķgŻ║2021-4-13 ķåūxŻ║
ųņĢį│╝ ╣∙┤µĮ▄ ŚŅ╚f└’ ▓▄čėļp ┌w║ŃėŅ
▒▒Š®╠ņ╚╗ÜŌ╣▄Ą└ėąŽ▐╣½╦ŠŠSōīą▐ųąą─
š¬ę¬Ż║×ķĮŌøQķL▌ö╣▄Ą└äė╗▀BŅ^ū„śI(y©©)┤“Ąū║ĖĮėĘŌ┐┌▀^│╠ųąė÷ĄĮĄ─ÜŌ┴„å¢Ņ}Ż¼įO(sh©©)ėŗ(j©¼)┴╦ę╗ĘN┤“Ąū║ĖĮėŲĮē║Ų„Ż¼ėąą¦£p╔┘┴╦ÜŌ┴„ė░ĒæŻ¼▒ŻšŽ┴╦▀BŅ^ū„śI(y©©)▀M(j©¼n)Č╚╝░║ĖĮė┘|(zh©¼)┴┐ĪŻ
ĻP(gu©Īn)µIį~Ż║ķL▌ö╣▄Ą└Ż╗äė╗▀BŅ^Ż╗┤“Ąū║ĖĮėĘŌ┐┌ŲĮē║Ų„Ż╗ÜŌ┴„
▒▒Š®╠ņ╚╗ÜŌ╣▄Ą└ėąŽ▐╣½╦ŠŻ©ęįŽ┬║åĘQ▒▒Š®╣▄Ą└Ż®ŠSōīą▐ųąą─├┐─Ļ═Ļ│╔ōQ╣▄äė╗╚╬äš(w©┤)30ėÓ┤╬Īóäė╗▀BŅ^║Ė┐┌130ėÓĄ└ĪŻ×ķĮŌøQ┤“Ąū║ĖĮėĘŌ┐┌▀^│╠ųąÜŌ┴„Ė╔ö_Ż¼ĮķĮBę╗ĘN┐╔Ž„£pÜŌ┴„ė░ĒæĄ─ĘĮĘ©Ż¼ęį╠ßĖ▀║ĖĮėū„śI(y©©)ą¦┬╩Ż¼▒ŻšŽ║ĖĮė┘|(zh©¼)┴┐ĪŻ
1 ┤“Ąū║ĖĮėĘŌ┐┌┤µį┌å¢Ņ}
ōQ╣▄äė╗ū„śI(y©©)┤“ĄūŻ©Ė∙║ĖŻ®║ĖĮėę╗░Ń▓╔ė├╩ų╣żµuśOÜÕ╗Ī║ĖŻ©TIGŻ®Ż¼ū„śI(y©©)Ū░ķL▌ö╣▄Ą└ąĶĮø(j©®ng)Ę┼┐šĪóĄ¬?d©▓)Ōų├ōQĪŻ┬Ń┬Č╣▄Ą└Įø(j©®ng)╠½Ļ¢▒®Ģ±įņ│╔╣▄ā╚(n©©i)ÜŌ¾w┼“├øŻ¼ų├ōQ║¾Ą═£žĄ¬?d©▓)Ōę“ŠÅ┬²╔²£žŻ©┤¾Ąž£žČ╚Īó╠½Ļ¢▒®Ģ±Ż®┼“├øŻ¼╩╣╣▄ŠĆā╚(n©©i)▓┐ē║┴”Ė▀ė┌┤¾ÜŌē║┴”Ż¼ī¦(d©Żo)ų┬ÜÕ╗Ī║Ė┤“Ąū║ĖĮėĢr(sh©¬)ĘŌ┐┌╠ÄĢ■ėąÜŌ¾w┴„│÷Ż¼Ž„╚§ÜÕÜŌī”║ĖĮė╚█│žĄ─▒Żūo(h©┤)ą¦╣¹Ż¼ĮĄĄ═║ĖĮė╦┘Č╚Ż¼▀ĆĢ■«a(ch©Żn)╔·║ĖĮėÜŌ┐ūŻ¼ć└(y©ón)ųžė░Ēæ║ĖĮė┘|(zh©¼)┴┐ĪŻę╗░Ń▓╔╚ĪęįŽ┬Ž„£p┤ļ╩®ĪŻ
Ż©1Ż®─ę╩ĮĘŌČ┬ąg(sh©┤)ĪŻ▓╔ė├─ę╩ĮĘŌČ┬Ų„▀M(j©¼n)ąąĘŌČ┬Ģr(sh©¬)Ż¼┤“Ąū║ĖĮėĘŌ┐┌╠ĤoÜŌ┴„┴„│÷Ż¼Ą½ė╔ė┌║ĖĮė╣ż╦ćę¬Ū¾Ž▐ųŲ┴╦ĘŌČ┬ąg(sh©┤)Ą─╩╣ė├Ż¼ėą▌^┤¾Ą─ŠųŽ▐ąįĪŻ
Ż©2Ż®ņoų├ĪŻņoų├╩╣╣▄Ą└ā╚(n©©i)ÜŌ¾wē║┴”ūį╚╗Ž┬ĮĄŻ¼┤²┤“Ąū║ĖĮėĘŌ┐┌╠Ä▓╗į┘ėąÜŌ¾w┴„│÷▓┼─▄▀M(j©¼n)ąąūŅ║¾║ĖĮėĘŌ┐┌ū„śI(y©©)Ż¼ąĶę¬▌^ķLĢr(sh©¬)ķgĄ╚┤²ĪŻ
Ż©3Ż®Ę┼┐šĪŻ═©▀^Ę┼┐š╩╣╣▄Ą└ā╚(n©©i)ÜŌ¾wē║┴”ĮĄĄ═Ż¼Ą½Ģ■ėą║¶╬³ÜŌ░l(f©Ī)╔·Ż¼ąĶꬥ╚┤²┼c═ŌĮńē║┴”┬²┬²ŲĮ║ŌŻ¼ė░Ēæū„śI(y©©)╦┘Č╚ĪŻ
2 ┤“Ąū║ĖĮėŲĮē║Ų„įO(sh©©)ėŗ(j©¼)╝░æ¬(y©®ng)ė├
2.1 ┤“Ąū║ĖĮėŲĮē║Ų„įO(sh©©)ėŗ(j©¼)
Ż©1Ż®┤“Ąū║ĖĮėŲĮē║Ų„įO(sh©©)ėŗ(j©¼)ĪŻ▒▒Š®╣▄Ą└ŠSōīą▐ųąą─╣żĮ│╩ęĖ∙ō■(j©┤)ĘŌ┐┌Ģr(sh©¬)ÜŌ┴„Ą─╠ž³c(di©Żn)Ż¼ę└ō■(j©┤)ÜŌ¾w┴”īW(xu©”)įŁ└ĒŻ¼į┌╣▄Ą└ūŅ║¾ĘŌ┐┌╠ÄįO(sh©©)ėŗ(j©¼)╝ėčbę╗éĆ(g©©)├▄ķ]Žõ¾wŻ¼╩╣Žõ¾w┼c╣▄ŠĆ═Ō▒┌ć└(y©ón)├▄┘N║ŽŻ¼ą╬│╔║Ė┐pĄ─╣▄ā╚(n©©i)║═Žõā╚(n©©i)▀B═©Ż¼╣▄Ą└┼cŽõ¾wą╬│╔ÜŌē║ŲĮ║ŌŻ¼▀_(d©ó)ĄĮ╣▄Ą└ā╚(n©©i)═Ōē║┴”ŲĮ║ŌĀŅæB(t©żi)Ż¼Ž„£pÜŌ┴„Ą─ė░Ēæ[1,2]Ż¼ęųųŲ║Ė┐pĘŌ┐┌╠ÄÜŌ¾w┴„äėĪŻ═¼Ģr(sh©¬)Ż¼Žõ¾w╔Žķ_įO(sh©©)║Ė┐p▓┘ū„┤░┐┌Ż¼▒Ńė┌ķ_š╣║ĖĮėū„śI(y©©)ĪŻ▀@ę╗Žõ¾w╝┤▀BŅ^┤“Ąū║ĖĮėŲĮē║Ų„Ą─ļrą╬ĪŻ
║¾Ų┌ŠC║Ž┐╝æ]£žČ╚Īóē║┴”Ą╚ė░ĒæÜŌ¾w┴„äėę“╦žŻ¼š{(di©żo)š¹┤“Ąū║ĖĮėŲĮē║Ų„įO(sh©©)ėŗ(j©¼)▓óķ_š╣įć“×(y©żn)Ż¼ūŅĮKĮY(ji©”)śŗ(g©░u)╚ńłD 1╦∙╩ŠĪŻ
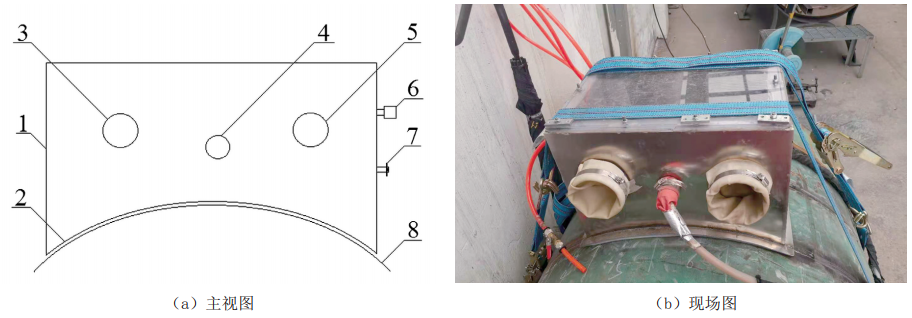
1.▓┘ū„Žõ¾wŻ╗2.┼c╣▄ŠĆ═Ō▒┌├µŽÓŲź┼õĄ─╗Īą╬ą═├µŻ╗3.Ą┌ę╗▓┘ū„┐ūŻ╗
4.├▄ĘŌ╚▌ų├┐ūŻ╗5.Ą┌Č■▓┘ū„┐ūŻ╗6.ÜŌē║▒ĒŻ╗7.ą╣ē║ķyŻ╗8.╣Ķ─zē|ĪŻ
łD 1 ŲĮē║Ų„╩ŠęŌłD
Ż©2Ż®┤“Ąū║ĖĮėŲĮē║Ų„śŗ(g©░u)│╔ĪŻį┌▓┘ū„Žõ¾wĄ─Ž┬Č╦├µķ_įO(sh©©)┼c╣▄Ą└═Ō▒┌├µŽÓŲź┼õĄ─╗Īą╬ą═├µŻ¼īó┤“Ąū║ĖĮėŲĮē║Ų„Ą─Žõ¾w░▓čbė┌║Ė┐p┤“ĄūĘŌ┐┌╠ÄŻ¼╗Īą╬ą═├µ╔Ž▓╝įO(sh©©)├▄ĘŌē|[3]Ż¼ęįīó▓┘ū„Žõ¾wŠoē║į┌╣▄Ą└╔ŽŻ¼▓┘ū„Žõ¾w╔ŽįO(sh©©)ų├ĘŌ▄ćĦŻ¼Łh(hu©ón)└@Žõ¾w┼c╣▄Ą└ę╗ų▄Ż¼═©▀^└ŁŠoŲ„ī”Žõ¾w╩®╝ėē║┴”Ż¼īŹ(sh©¬)¼F(xi©żn)┤“Ąū║ĖĮėŲĮē║Ų„Žõ¾wĄ─├▄ĘŌŻ¼ Į©┴ó╣▄ā╚(n©©i)Ū╗═©▀^║ĖĄ└ĘŌ┐┌╠Ä┼c▓┘ū„Žõ¾wĄ─▀B═©Ż¼ļSų°ÜŌ┴„┴„▀M(j©¼n)▓┘ū„Žõ¾wŻ¼▀_(d©ó)│╔ÜŌē║ŲĮ║ŌŻ¼ęųųŲĘŌ┐┌║Ė┐pā╚(n©©i)Ą─ÜŌ¾w┴„äėŻ¼┤╦Ģr(sh©¬)┐╔ęįķ_╩╝║ĖĮėū„śI(y©©)ĪŻ
×ķ▒ŻūC║ĖĮė╚╦åT▓╗ė░Ēæ▓┘ū„Žõ¾wĄ─├▄ĘŌąį─▄Ż¼▓┘ū„Žõ¾wķ_įO(sh©©)Ą┌ę╗▓┘ū„┐ūĪóĄ┌Č■▓┘ū„┐ū╝░├▄ĘŌ╚▌ų├┐ūĪŻĄ┌ę╗▓┘ū„┐ū║═Ą┌Č■▓┘ū„┐ūĘųäe▀BĮė├▄ĘŌ╩ų╠ūŻ¼Å─Žõ¾w═Ōé╚(c©©)īó├▄ĘŌ╩ų╠ū╔ņ╚ļŽõā╚(n©©i)Ż¼ł╠(zh©¬)ąą║ĖĮė▓┘ū„Ż¼▓ó▒ŻūC▀^│╠ųąŽõ¾wā╚(n©©i)═ŌĖ¶ļxĪŻ├▄ĘŌ╚▌ų├┐ūā╚(n©©i)įO(sh©©)ų├║ĖĮėįO(sh©©)éõ├▄ĘŌ╝■Ż¼Žõ═Ōé╚(c©©)įO(sh©©)ų├║Ėśī├▄ĘŌ╣▄Ż¼ė├ė┌├▄ĘŌÜÕ╗Ī║Ėśī╗“š▀ĖĮī┘ŠĆ└|Ą╚ĪŻĄ┌ę╗▓┘ū„┐ūŽõ¾w═Ōé╚(c©©)║═Ą┌Č■▓┘ū„┐ūŽõ¾w═Ōé╚(c©©)ĘųäeįO(sh©©)ų├▀^Č╔╣▄Ż¼├▄ĘŌ╩ų╠ū╬▓▓┐═©▀^Łh(hu©ón)╣┐╣╠Č©į┌▀^Č╔╣▄╔ŽŻ¼ĘĆ(w©¦n)Č©╣╠Č©Ż¼┐╔į┌Ė▀├▄ĘŌŚl╝■Ž┬Ēś└¹īŹ(sh©¬)¼F(xi©żn)║ĖĮė▓┘ū„ĪŻ×ķ£╩(zh©│n)┤_░č╬š║ĖĮėĢr(sh©¬)ÖC(j©®)║═▒Ńė┌▓ąČŻ¼▓┘ū„Žõ¾w╔ŽįO(sh©©)ų├┴╦ÜŌē║▒Ē║═ą╣ē║ķyĪŻ
Ż©3Ż®┤µį┌å¢Ņ}╝░ĮŌøQ▐kĘ©ĪŻįć“×(y©żn)Ū░Ų┌Ż¼╩╣ė├┐šē║ÖC(j©®)Įo╣▄Ą└Č╠╣Ø(ji©”)│õÜŌŻ¼┤“Ąū║ĖĮėŲĮē║Ų„┼c╣▄Ą└Įėė|╠Ä├▄ĘŌ┴╝║├Ż¼─▄īŹ(sh©¬)¼F(xi©żn)ē║┴”ŲĮ║Ō▓╗į┘«a(ch©Żn)╔·ÜŌ┴„[1]ĪŻė╔ė┌┐šē║ÖC(j©®)▌ö│÷ÜŌ¾wē║┴”ĮėĮ³0.6 MPaŻ¼Ė▀ė┌ÜÕ╗Ī║Ė░čĄ─▌ö│÷ÜŌ¾wē║┴”0.2 MPaŻ¼Įø(j©®ng)▀^┤“Ąū║ĖĮėŲĮē║Ų„šų¾wĄ─ē║┴”║═╣▄Ą└ā╚(n©©i)ē║┴”Č╝─▄▀_(d©ó)ĄĮ0.6 MPaŻ¼ėąą¦£pŠÅ┴╦ĘŌ┐┌╠ÄÜŌ┴„ė░ĒæŻ¼┤“Ąū║ĖĮėĒś└¹▀M(j©¼n)ąąŻ¼║ĖĮė│╔ą═┴╝║├ĪŻ
įć“×(y©żn)║¾Ų┌Ż¼┐╝æ]ĄĮ¼F(xi©żn)ł÷Łh(hu©ón)Š│Ż¼╣▄ā╚(n©©i)ē║┴”āH┬įĖ▀ė┌┤¾ÜŌē║Ż¼į┌┐šē║ÖC(j©®)╔Žį┘░▓čbę╗ų╗ą╣ē║ķyŻ¼╩╣Ųõ▌ö│÷ÜŌ¾wē║┴”Ą═ė┌0.1 MPaŻ¼ė╔ė┌ÜÕ╗Ī║Ė░čĄ─▌ö│÷ÜŌ¾wē║┴”Ė▀ė┌┐šē║ÖC(j©®)Įo╣▄Ą└ā╚(n©©i)╩®╝ėĄ─ē║┴”[2]Ż¼║ĖĮėĢr(sh©¬)ę║æB(t©żi)╚█│ž╦·Ž▌ą╬│╔║Ė┴÷ĪŻĮŌøQĘĮ░Ė╩Ūį┌šų¾w╔Ž░▓čbē║┴”▒Ē┼cą╣ē║ķyŻ¼═©▀^ķyķTķ_║ŽßīĘ┼ę╗▓┐Ęųē║┴”Ż¼š{(di©żo)╣Ø(ji©”)šų¾wā╚(n©©i)Ą─ē║┴”┬įĖ▀ė┌╣▄Ą└ā╚(n©©i)ē║┴”Ż¼īŹ(sh©¬)¼F(xi©żn)š²│Ż║ĖĮėĪŻ
2.2 ┤“Ąū║ĖĮėŲĮē║Ų„æ¬(y©®ng)ė├
į┌─│”Ą1016 mmĪ┴22 mm╣▄Ą└║ĖĮėĘŌ┐┌Ģr(sh©¬)Ż¼╩╣ė├┤“Ąū║ĖĮėŲĮē║Ų„Ż¼5ĘųńŖā╚(n©©i)ĘŌ┐┌╠Äā╚(n©©i)═ŌÜŌē║ŲĮ║ŌŻ¼▓╗į┘ėąÜŌ┴„┴„│÷Ż¼┤“Ąū║ĖĮėĒś└¹═Ļ│╔Ż¼╩╣ė├ą¦╣¹┴╝║├ĪŻ Ą½ę╗éĆ(g©©)┤“Ąū║ĖĮėŲĮē║Ų„¤oĘ©ØMūŃ╚½┐┌ÅĮ╣▄ŠĆ╩╣ė├Ż¼ąĶę¬ųŲū„▓╗═¼Ū·┬╩Ą─┤“Ąū║ĖĮėŲĮē║Ų„Ż¼Ė∙ō■(j©┤)╣▄ÅĮ▀xō±╩╣ė├ĪŻ
3 ĮY(ji©”)šZ
▒▒Š®╣▄Ą└ŠSōīą▐ųąą─╣żĮ│╩ęįO(sh©©)ėŗ(j©¼)ųŲū„Ą─╣▄ŠĆ▀BŅ^┤“Ąū║ĖĮėŲĮē║Ų„Ż¼ÜŌē║ŲĮ║ŌĮ©┴ó╦┘Č╚┐ņŻ¼ŽÓī”ė┌¼F(xi©żn)ėąūį╚╗└õģsĮŌøQĘĮ░ĖŻ¼ėąą¦£pŠÅ┴╦┤“Ąū║ĖĮėĘŌ┐┌Ģr(sh©¬)Ą─ÜŌ┴„ė░ĒæŻ¼┐sČ╠┴╦š¹¾w║ĖĮė▓┘ū„Ģr(sh©¬)ķgŻ¼śO┤¾Ąž╠ß╔²┴╦║ĖĮėą¦┬╩║═║ĖĮė┘|(zh©¼)┴┐ĪŻ
ģó┐╝╬─½I(xi©żn)Ż║
[1]╦╬æ(zh©żn)▒°.öU(ku©░)╔óĪ¬¤ß║═ÜŌ¾wäė┴”īW(xu©”)▓╗ĘĆ(w©¦n)Č©ąįī”╣▄Ą└ųąŅA(y©┤)╗ņ╗赹╬ĀŅĄ─ė░Ēæ[J].╠ņ╚╗ÜŌ╣żśI(y©©)Ż¼2004Ż¼24(004)Ż║97-100.
[2]Åłė└├„Ż¼³SĢ°Ø².Łh(hu©ón)Š│ē║┴”ī”║Ė┐pĮM┐Ś║═ąį─▄Ą─ė░Ēæ[J].ļŖ║ĖÖC(j©®)Ż¼2016(09)Ż║54-59.
[3]äóĮ▄.š│Įė║═├▄ĘŌ▓─┴Žį┌╩»ė═╗»╣żÖC(j©®)ąĄųąĄ─æ¬(y©®ng)ė├[J]. ųąć°┐Ų╝╝▓®ė[Ż¼2014(29)Ż║24-25.

ū„š▀║åĮķŻ║ųņĢį│╝Ż¼1988─Ļ╔·Ż¼▒▒Š®╠ņ╚╗ÜŌ╣▄Ą└ėąŽ▐╣½╦ŠŠSōīą▐ųąą─║Ė╣żŻ¼¼F(xi©żn)ų„ę¬Å─╩┬╠ņ╚╗ÜŌ╣▄Ą└ŠSōīą▐╣żū„ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║18635693275Ż¼499424769@qq.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
