



╗∙ė┌├}ø_£u┴„įŁ└ĒĄ─ļpĮī┘Å═║Ž╣▄Ą└Öz£y╝╝ąg蹊┐
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2022─ĻĄ┌1Ų┌ ū„š▀Ż║└Ņš±▒▒ äóĀÄ īmÅ®ļp ░▓│¼ │╠Øh╚A └Ņąl(w©©i)╚½ ĢrķgŻ║2022-2-23 ķåūxŻ║
└Ņš±▒▒1 äóĀÄ1 īmÅ®ļp2 ░▓│¼2 │╠Øh╚A1 └Ņąl(w©©i)╚½1
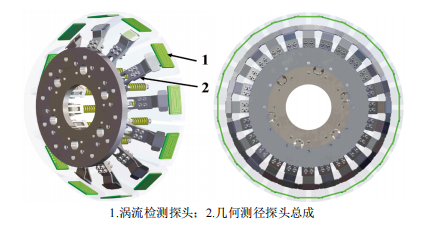
1.ųąė═╣▄Ą└Öz£y╝╝ągėąŽ▐ž¤╚╬╣½╦ŠŻ╗2.ųąć°╩»ė═╦■└’─Šė═╠’╣½╦Šė═ÜŌ╣ż│╠蹊┐į║
š¬ę¬Ż║ßśī”ļpĮī┘Å═║Žõō╣▄į┌╩╣ė├▀^│╠ųą│÷¼F(xi©żn)Ą─ā╚(n©©i)ęrīėĖ»╬g┤®┐ūĄ╚╚▒Ž▌å¢Ņ}Ż¼ķ_š╣┴╦╗∙ė┌├}ø_£u┴„įŁ└ĒĄ─ļpĮī┘Å═║Ž╣▄Ą└Öz£y╝╝ąg蹊┐ĪŻčąųŲ┴╦▀mė├ė┌ļpĮī┘Å═║Ž╣▄Ą└Ą─īŻĒŚÅ═║ŽÖz£yŲ„Ż¼┐╔╗∙ė┌├}ø_£u┴„įŁ└Ēī”╣▄Ą└▀MąąĮī┘ōp╩¦Öz£yĪŻĮķĮB┴╦Öz£yŲ„įö╝ÜįOėŗĘĮ░Ė╝░Ė„ĒŚąį─▄ųĖś╦ģóöĄ(sh©┤)Ż¼▓ó▀Mąą┴╦ĻPµI▓┐╝■Ą─ąį─▄£yįć║═š¹ÖCĀ┐ę²£yįćĪŻ£yįćĮY╣¹▒Ē├„Ż¼Öz£yŲ„─▄ē“ī”Ųš═©õōųŲ╣▄Ą└║═ā╚(n©©i)ęr▓╗õPõōļpĮī┘Å═║Ž╣▄Ą└╔Ž┤µį┌Ą─Įī┘ōp╩¦╚▒Ž▌▀Mąąėąą¦ūRäe║═£╩┤_┴┐╗»ĪŻīŻĒŚÖz£yŲ„Š▀ėąÅVĘ║Ą─═ŲÅVæ¬ė├Ū░Š░ĪŻ
ĻPµIį~Ż║ļpĮī┘Å═║Ž╣▄Ą└Ż╗ā╚(n©©i)Öz£yŲ„Ż╗├}ø_£u┴„įŁ└ĒŻ╗ČÓ╣”─▄Öz£y
╦■└’─Šė═╠’į┌ć°ā╚(n©©i)ūŅįńīóā╚(n©©i)ęr▓╗õPõōÅ═║Ž╣▄æ¬ė├ė┌╝»▌ö╣▄ŠĆĪŻā╚(n©©i)ęr▓╗õPõōÅ═║Ž╣▄Ą└į┌═Č▀\▀^│╠ųą│÷¼F(xi©żn)┴╦╣▄¾wĖ»╬g┤®┐ūĪóŁh(hu©ón)║Ė┐pķ_┴čĪóŁh(hu©ón)║Ė┐pĖ»╬gŻ¼ęį╝░┼c═Ō╗∙╣▄äāļx╦·Ž▌«a(ch©Żn)╔·ŖAīėĪó±▐░Öūāą╬Ą╚å¢Ņ}[1]ĪŻ╩▄ļpĮī┘Å═║Ž╣▄╠ž╩ŌĄ─śŗįņ║═▓─┴Žī┘ąįė░ĒæŻ¼¼F(xi©żn)ėą¤oōpÖz£yĘĮĘ©ī”ė┌Öz£yįu╣└Å═║Ž╣▄ōp鹊∙┤µį┌ę╗Č©├żģ^(q©▒)ĪŻČ°╗∙ė┌├}ø_£u┴„įŁ└ĒĄ─ļpĮī┘Å═║Ž╣▄Ą└īŻĒŚā╚(n©©i)Öz£yŲ„┐╔ęįėąą¦ĮŌøQ▀@ę╗å¢Ņ}ĪŻ
1 ├}ø_£u┴„Öz£yĄ─įŁ└Ē╝░╠žąį
1.1 ╗∙▒ŠįŁ└Ē
£u┴„Öz£yį┤ė┌▒╗Öz£yī¦¾wįć╝■╦∙╠Ä┐šķgĄ─┤┼ł÷ūā╗»Ż¼į┌╝żäŅŠĆ╚”ųą═©▀^Ą─ļŖ┴„ūā╗»Ģ■╩╣ŠĆ╚”ų▄ć·«a(ch©Żn)╔·ūā╗»Ą─┤┼ł÷Ż¼Å─Č°į┌▒╗Öz£yī¦¾wįć╝■ųą±Ņ║Ž│÷£u┴„ł÷[2]ĪŻ«ö▒╗Öz£yī¦¾wįć╝■Ą─Äū║╬╠žąįĪó▓─┘|(zh©¼)ī┘ąį░l(f©Ī)╔·ūā╗»ĢrŻ¼Ėąæ¬│÷üĒĄ─£u┴„ł÷▒╗Ų╚░l(f©Ī)╔·ūā╗»Ż¼ęį┤╦üĒ╠Įų¬▒╗Öz£yįć╝■┤µį┌Ą─╚▒Ž▌[3]ĪŻ╚ńłD 1╦∙╩ŠĪŻ
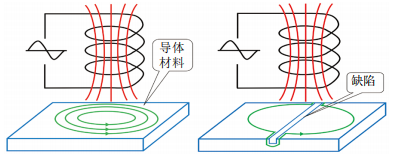
łD 1 £u┴„Öz£yĄ─╗∙▒ŠįŁ└Ē
ė╔ė┌├}ø_£u┴„Ą─╝żäŅą┼╠¢╩ŪŠ▀ėą┐╔š{(di©żo)š╝┐š▒╚Ą─ĘĮ▓©ą┼╠¢Ż¼ę“┤╦ąĶę¬├}ø_£u┴„Ą─ą┼╠¢Š▀ėą║▄īÆĄ─ŅlūV[4]ĪŻ▓╔ė├ųžÅ═Ą─īÆŅl├}ø_╝żäŅŠĆ╚”Ż¼╝żäŅŠĆ╚”░l(f©Ī)│÷│ų└m(x©┤)╦ź£pĄ─┤┼ł÷ą┼╠¢Ż¼┤┼ł÷ą┼╠¢į┌ī¦¾wųąĖąæ¬│÷Ž“ī¦¾wā╚(n©©i)▓┐é„▓źĄ─│ų└m(x©┤)╦ź£pĄ─£u┴„ą┼╠¢Ż¼£u┴„ą┼╠¢«a(ch©Żn)╔·Ą─£u┴„┤┼ł÷ū„ė├į┌Öz£yŠĆ╚”╔ŽŻ¼Öz£yŠĆ╚”«a(ch©Żn)╔·ļSĢrķgūā╗»Ą─╦▓æB(t©żi)ļŖē║ą┼╠¢[5]ĪŻ╚ńłD 2╦∙╩ŠĪŻ
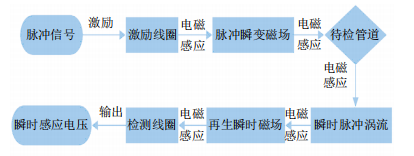
łD 2 ├}ø_£u┴„¤oōpÖz£y╗∙▒ŠįŁ└Ē
1.2 ├}ø_£u┴„Öz£yĄ─┌ģ─w╔ŅČ╚
┌ģ─w╔ŅČ╚Š═╩ŪļŖ┴„ØB╚ļī¦¾wā╚(n©©i)Ą─╔ŅČ╚[6]Ż¼ė╔ė┌├}ø_£u┴„Ą─ą┼╠¢╩ŪĘĮ▓©ą┼╠¢Ż¼╦∙ęįś╦£╩┌ģ─w╔ŅČ╚╚Ī╗∙ŅlĘų┴┐Ž┬Ą─╔ŅČ╚”─1×ķŻ║

╩ĮųąŻ¼”ż×ķ╝żäŅą┼╠¢Ą─├}īÆŻ¼sŻ╗”ę×ķ▒╗£yĮī┘Ą─ļŖī¦┬╩Ż¼s/mŻ╗”╠×ķ▒╗£yĮī┘Ą─┤┼ī¦┬╩Ż¼H/mŻ╗”ž1×ķ╗∙▓©ĮŪŅl┬╩Ż¼HzĪŻ
ė╔╩ĮŻ©1Ż®┐╔ų¬Ż¼╚ń╣¹ŽļÖz£y╔Ņīė╚▒Ž▌Š═ąĶę¬╠ßĖ▀├}ø_£u┴„Ą─┌ģ─w╔ŅČ╚Ż¼į÷┤¾╝żäŅą┼╠¢Ą─├}īÆ║═£pąĪ╗∙▓©ĮŪŅl┬╩Ż¼┐╔╠ßĖ▀├}ø_£u┴„Öz£y▀^│╠ųąĄ─ņ`├¶Č╚ĪŻ
1.3 ╩ŻėÓ▒┌║±Öz£y
Öz£yŠĆ╚”ųą«a(ch©Żn)╔·ļSĢrķgūā╗»Ą─╦▓æB(t©żi)ļŖē║ą┼╠¢Ż¼Ą½ĘÕųĄĪóĘÕųĄĢrķgĄ╚įńŲ┌ļŖē║ą┼╠¢╠žš„┴┐╚▌ęū╩▄Ī░š±ŌÅą¦æ¬Ī▒Ą─ė░ĒæĪŻę“┤╦Ż¼┐╔▀xė├ļŖē║ą┼╠¢═ĒŲ┌Č╬ą▒┬╩ū„×ķ╩ŻėÓ▒┌║±Öz£yĄ─╠žš„┴┐[7]ĪŻ
2 Öz£yŲ„įOėŗ
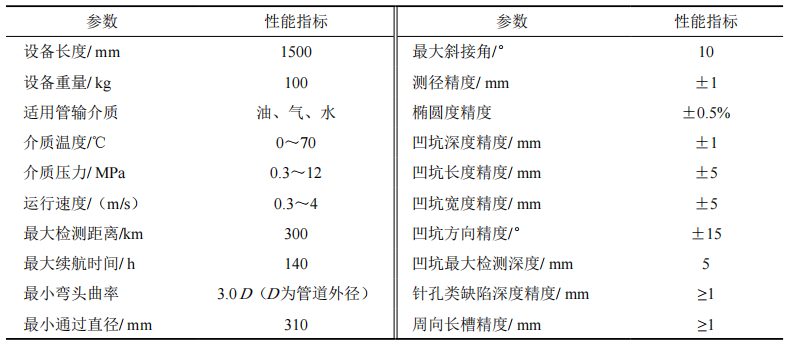
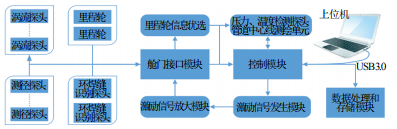
Ė∙ō■(j©┤)ąĶŪ¾Ż¼╗∙ė┌├}ø_£u┴„įŁ└Ēī”╣▄Ą└▀MąąĮī┘ōp╩¦Öz£yŻ¼═¼Ģr╝»Äū║╬£yÅĮ║═╣▄Ą└ųąą─ŠĆ£y└L╣”─▄ė┌ę╗¾wŻ¼čąųŲę╗╠ū▀mė├ė┌╣▄ÅĮ406 mmļpĮī┘╣▄Ą└Ą─īŻĒŚÅ═║ŽÖz£yŲ„Ż©ęįŽ┬║åĘQīŻĒŚÖz£yŲ„Ż®ĪŻ═©▀^Ė▀├▄Č╚£u┴„é„ĖąŲ„║═Ė▀▓╔śė┬╩ī”ā╚(n©©i)ęr╣▄Ė»╬gŪķør▀Mąą£╩┤_Öz£y║═│▀┤ń┤_Č©Ż¼ė├Äū║╬£yÅĮé„ĖąŲ„▀MąąĖ▀Š½Č╚Äū║╬£yÅĮ║═░╝║█│▀┤ńÖz£yĪŻūŅĮK┤_Č©Öz£yŲ„Ą─┐é¾wįOėŗĘĮ░Ė║═Ė„ĒŚģóöĄ(sh©┤)ąį─▄ųĖś╦Ż©▒Ē 1Ż®ĪŻ
▒Ē 1 Öz£yŲ„ąį─▄ųĖś╦ģóöĄ(sh©┤)
2.1 ĮYśŗįOėŗ
īŻĒŚÖz£yŲ„ų„¾wĮYśŗ░┤╣”─▄äØĘų×ķ“īäė╣Ø(ji©”)║═Öz£y╣Ø(ji©”)Ż¼ā╔╣Ø(ji©”)ų«ķgė╔╚fŽ“╣Ø(ji©”)┤«┬ō(li©ón)▀BĮėĪŻ“īäė╣Ø(ji©”)Ū░Īó║¾╣▓čbėą4éĆĄ·ą╬“īäėŲż═ļŻ¼ūŅ┤¾Ųż═ļķgŠÓ×ķ1.6 DŻ©×ķ╣▄Ą└═ŌÅĮŻ®Ż¼“īäėŲż═ļ▀^ė»┴┐4.7 %ė├ęį├▄ĘŌ╣▄▌öĮķ┘|(zh©¼)Ż¼╠ß╣®“īäė┴”║═ų¦ō╬š¹╣Ø(ji©”)ĮYśŗųž┴┐ĪŻ“īäė╣Ø(ji©”)Ą──═ē║┼ō¾wā╚(n©©i)čbėąõćļŖ│ž╣®ļŖŽĄĮy(t©»ng)╠ß╣®ļŖ─▄ĪŻÖz£y╣Ø(ji©”)ų„ę¬ė╔ā╔éĆĮ╗Õe░▓čbĄ─Öz£yŲż═ļĪó└’│╠▌å┐é│╔ĪóŁh(hu©ón)║Ė┐pūRäe▌å┐é│╔Īóų¦ō╬▌å┐é│╔Īó│¼Ą═ŅlļŖ┤┼▓©░l(f©Ī)╔õÖCĄ╚ĮM│╔ĪŻÖz£y╣Ø(ji©”)Ą──═ē║┼ō¾wā╚(n©©i)čbėąļŖūėŽĄĮy(t©»ng)║═╣▄Ą└ųąą─ŠĆ£y└Lå╬į¬Ż¼╚ńłD 3╦∙╩ŠĪŻ
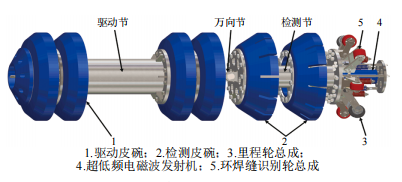
łD 3 īŻĒŚÖz£yŲ„ĮYśŗ
Öz£yŲż═ļ▓╔ė├╔ŅĄ·╗©░Ļą╬ĮYśŗą═╩ĮŻ¼▓─┘|(zh©¼)×ķ╔█╩Žė▓Č╚60 HAĄ─Š█░▒§ź▓─┴ŽŻ¼į┌ŲõųŲįņļAČ╬īó£u┴„Öz£y╠ĮŅ^ŪČ╚ļ▓óØ▓ūóį┌Ųż═ļĄ─╗©░Ļ¾wā╚(n©©i)[8-9]Ż¼░▓čb║¾├┐éĆ╗©░Ļ¾wŽ┬čbėąę╗éĆĮŪČ╚╩ĮÄū║╬£yÅĮ╠ĮŅ^Ż¼ė├ęįÖz£y┼c╗©░Ļ¾wĮėė|Ą─╣▄Ą└Äū║╬│▀┤ńūā╗»ĪŻ┴Ē═Ō▓╔ė├ā╔éĆÖz£yŲż═ļŪ░║¾Į╗Õe▓╝ų├ĘĮ╩Į┐╔▒ŻūC╦∙ėą╠ĮŅ^ī”╣▄Ą└Ą─ų▄Ž“╚½Ė▓╔wŻ¼Ę└ų╣┬®Öz[10-11]Ż¼╚ńłD 4╦∙╩ŠĪŻ
łD 4 £u┴„Öz£y╠ĮŅ^ĮYśŗŻ©ū¾Ż®╝░ų▄Ž“Ė▓╔wŪķørŻ©ė꯮
īŻĒŚÖz£yŲ„└’│╠▌å┐é│╔═©▀^ą┼Žóé„ĖąŲ„▓╔╝»ū▀▀^Ą─└’│╠ą┼ŽóŻ¼▓ó░┤įOČ©Ą─▓╔śėķgŠÓ░l(f©Ī)╦═ųĖ┴ŅŻ¼ė|░l(f©Ī)£u┴„╠ĮŅ^║═Äū║╬£yÅĮ╠ĮŅ^▓╔╝»║═┤µā”Öz£yöĄ(sh©┤)ō■(j©┤)Ż¼╚ńłD 5Ż©aŻ®╦∙╩ŠĪŻŁh(hu©ón)║Ė┐pūRäe▌å┐é│╔═©▀^▌å▒█ĄūČ╦▐D▌S╠ÄĄ─ĮŪČ╚é„ĖąŲ„ėøõøöĄ(sh©┤)ųĄūā╗»Ż¼▀MąąŁh(hu©ón)║Ė┐p║Ė┐pėÓĖ▀£y┴┐▓ó▓╔╝»Öz£yŲ„Įø(j©®ng)▀^Ą─Łh(hu©ón)║Ė┐pöĄ(sh©┤)┴┐Ż¼ī”ė┌║¾Ų┌öĄ(sh©┤)ō■(j©┤)Ęų╬÷║═╚▒Ž▌╬╗ų├┤_Č©ŲĄĮę╗Č©Ą─▌oų·ū„ė├Ż¼╚ńłD 5Ż©bŻ®╦∙╩ŠĪŻ│¼Ą═ŅlļŖ┤┼▓©░l(f©Ī)╔õÖC┐╔Ž“═Ō░l(f©Ī)╔õ20 HzĪ½22 HzĄ─│¼Ą═Ņlą┼╠¢Ż¼Ä═ų·Öz£y╚╦åTČ©³cĖ·█Ö║═įOś╦Č©╬╗Öz£yŲ„╦∙į┌╬╗ų├ĪŻ┴Ē═ŌŻ¼Öz£yŲ„ā╚(n©©i)ų├╝»│╔╣▄Ą└ųąą─ŠĆ£y└Lå╬į¬═Ļ│╔╣▄Ą└ųąą─ŠĆĄ─£y└LĪŻ
łD 5 └’│╠▌å┐é│╔║═Łh(hu©ón)║Ė┐pūRäe▌å┐é│╔
Öz£y▀^│╠ųąŻ¼Öz£yŲż═ļā╚(n©©i)Ą─£u┴„╠ĮŅ^─▄ē“╩░╚Īš²│Ż╣▄Ą└Ą─▒┌║±ą┼Žó║═Įī┘ōp╩¦ŪķørŻ¼«öė÷ĄĮ┤“┐ū▒Iė═ÜŌ³cŻ¼ā╚(n©©i)ęrīėĖ»╬g┤®┐ūĪó┼c═Ō╗∙╣▄äāļx«a(ch©Żn)╔·ŖAīėĪó±▐░Ö║═░╝Ž▌ūāą╬Ą╚╣żørĢrŻ¼£u┴„╠ĮŅ^═¼śė─▄ē“╩░╚ĪĄĮŽÓĻP╚▒Ž▌Ą─ą┼ŽóĪŻ«öė÷ĄĮā╚(n©©i)ęrīė░╝Ž▌║═±▐░ÖĄ╚╣▄Ą└Äū║╬│▀┤ńūā╗»Ą─╣żørĢrŻ¼ė╔Š█░▒§ź▓─┴ŽØ▓ūóČ°│╔Ą─Öz£yŲż═ļ┐╔░l(f©Ī)╔·ÅŚąįą╬ūāęį▀mæ¬╣▄Ą└╣żørŻ¼į┌┤╦▀^│╠ųąŲż═ļā╚(n©©i)é╚Ą─Äū║╬£yÅĮ╠ĮŅ^┐╔Öz£yĄĮŲż═ļĄ─ÅŚąįą╬ūāŻ¼▀MČ°ķgĮė½@Ą├╣▄Ą└Äū║╬│▀┤ńĄ─ūā╗»ŪķørĪŻ
2.2 ļŖūėŽĄĮy(t©»ng)įOėŗ
Öz£yŲ„ļŖūėŽĄĮy(t©»ng)▓╔ė├─ŻēK╗»įOėŗ[12]Ż¼░┤šš╣”─▄äØĘų×ķ┐žųŲ─ŻēKĪó╝żäŅą┼╠¢░l(f©Ī)╔·─ŻēKĪó╝żäŅą┼╠¢Ę┼┤¾─ŻēKĪó┼ōķTĮė┐┌─ŻēKĪóöĄ(sh©┤)ō■(j©┤)╠Ä└Ē║═┤µā”─ŻēKĄ╚[13]Ż¼ā╚(n©©i)▓┐▀Ć╝»│╔┴╦ē║┴”Īó£žČ╚║═╣▄Ą└ųąą─ŠĆ£y└Lå╬į¬ĪŻ£u┴„╠ĮŅ^┼c£yÅĮ╠ĮŅ^Ą╚═©▀^┼ōķTĮYśŗ─ŻēK┼cļŖūėŽĄĮy(t©»ng)ŽÓ▀BŻ¼╚ńłD 6╦∙╩ŠĪŻ
łD 6 Öz£yŲ„ļŖūėŽĄĮy(t©»ng)ĮYśŗ╩ŠęŌłD
┐žųŲ─ŻēKĖ∙ō■(j©┤)└’│╠├}ø_ą┼╠¢┐žųŲ╝żäŅą┼╠¢░l(f©Ī)╔·─ŻēK«a(ch©Żn)╔·┐╔š{(di©żo)Ę∙ųĄĪóŅl┬╩╝░š╝┐š▒╚Ą─├}ø_ļŖē║ū„×ķ╝żäŅą┼╠¢[14]ĪŻĮø(j©®ng)╝żäŅą┼╠¢Ę┼┤¾─ŻēKĘ┼┤¾║¾Ż¼═©▀^┼ōķTĮYśŗ─ŻēK▌ö│÷Ż¼ū„ė├ė┌£u┴„╠ĮŅ^ā╚(n©©i)Ą─╝żäŅŠĆ╚”ĪŻ╝żäŅŠĆ╚”į┌▒╗Öz£y╣▄Ą└▒Ē├µ╝żäŅ│÷Ėąæ¬£u┴„Ż¼Ėąæ¬£u┴„Ą─Ęų▓╝Ģ■ę“╣▄¾w╚▒Ž▌Č°«a(ch©Żn)╔·ūā╗»Ż¼£u┴„╠ĮŅ^ųąĄ─Öz£yį¬╝■╩░╚Ī║¼ėą╚▒Ž▌ą┼ŽóĄ─Ėąæ¬£u┴„ą┼╠¢Ż¼▓óīóįōą┼╠¢Įø(j©®ng)┼ōķTĮė┐┌─ŻēK░l(f©Ī)╦═ų┴öĄ(sh©┤)ō■(j©┤)▓╔╝»║═┤µā”─ŻēK▀Mąą╠Ä└Ē║═▒Ż┤µ[15-16]ĪŻ
3 Öz£yŲ„ąį─▄£yįć
3.1 Ųż═ļ─═─źąį─▄£yįć
į┌▀\ąą▀^│╠ųąŻ¼Ųż═ļ╩▄ĄĮ╣▄Ą└ā╚(n©©i)▒┌Ą─ū„ė├Ģ■«a(ch©Żn)╔·ę╗Č©Ą──źōpĪŻę“┤╦Ż¼į┌Öz£yŲ„čąųŲļAČ╬ėą▒žę¬ķ_š╣Ųż═ļė├Š█░▒§ź▓─┴ŽĄ──═─źąį─▄£yįćŻ¼“×ūCŲõ─═─źąį─▄╩ŪĘ±Ę¹║ŽųŲū„║═╩╣ė├ę¬Ū¾ĪŻ
ę└ō■(j©┤)GB/T 9867Ī¬2008ĪČ┴“╗»Ž─z╗“¤ß╦▄ąįŽ─z─═─źąį─▄Ą─£yČ©Ż©ą²▐D▌ü═▓╩Į─ź║─ÖCĘ©Ż®ĪĘŻ¼▓╔ė├ė═ÜŌ╣▄Ą└▌ö╦═░▓╚½ć°╝ę╣ż│╠īŹ“×╩ęĄ─HM-8580ą═DIN─ź║─įć“×ÖCī”Ųż═ļė├Š█░▒§ź▓─┴Žś╦£╩įćśė▀Mąą┴╦─═─źąį─▄Ą─ś╦Č©£yįćĪŻįćśė╣▓ėŗ10╝■Ż¼▓╔ė├─ŻŠ▀Ø▓ūó│╔łAų∙ą╬Ż¼ų▒ÅĮ×ķ16.0 mmĪ└0.2 mmŻ¼Ė▀Č╚×ķ12.0 mmĪ└0.1 mmĪŻīóįćśėė├10.0 NĪ└0.2 NĄ─┤╣ų▒ū„ė├┴”ē║Šoį┌─ź║─įć“×ÖCĄ─▌ü═▓╔ŽŻ¼├┐╝■įćśė╣▓▀Mąą3┤╬─ź║─£yįćŻ¼─ź║─ąą│╠▀_ĄĮ40 mĢrūįäė═ŻÖCŻ¼├┐┤╬─ź║─£yįć═Ļ│╔║¾ė├Š½Č╚×ķĪ└0.1 mgĄ─ļŖūė│ėĘQ┴┐įćśė┘|(zh©¼)┴┐▓óėøõøĪŻ
═©▀^ī”30ĮMįć“×öĄ(sh©┤)ō■(j©┤)Ą─╠Ä└Ē╝░╚ĪŲĮŠ∙ųĄėŗ╦ŃŻ¼£yįćĮY╣¹▒Ē├„Ż║Ųż═ļė├Š█░▒§ź▓─┴ŽŽÓī”¾wĘe─ź║─┴┐Ą─ŲĮŠ∙ųĄ×ķ36 mm3Ż¼ØMūŃQ/SY 05262Ī¬2019 ĪČÖCąĄŪÕ╣▄Ų„╝╝ągŚl╝■ĪĘųąĻPė┌Ųż═ļDIN ─ź║─Ī▄55 mm3Ą─╩╣ė├ę¬Ū¾ĪŻ
3.2 Öz£yŲ„Ā┐ę²£yįć
×ķ“×ūCīŻĒŚÖz£yŲ„Ą─Ė„ĒŚąį─▄ųĖś╦╩ŪʱØMūŃįOėŗę¬Ū¾Ż¼ķ_š╣┴╦īŻĒŚÖz£yŲ„į┌╚▒Ž▌╣▄Ą└ā╚(n©©i)Ą─Ā┐ę²£yįćĪŻ╚▒Ž▌╣▄Ą└ė╔ČÓĖ∙╣▄ÅĮ×ķ406 mmĄ─╣▄Ą└ĮM│╔Ż¼ę╗▓┐Ęų×ķ│ŻęÄ(gu©®)▒┌║±Ą─Ųš═©õōųŲ╣▄Ą└Ż¼ę╗▓┐Ęų×ķ░³║¼ā╚(n©©i)ęr▓╗õPõōĄ─ļpĮī┘Å═║Ž╣▄Ą└ĮM│╔ĪŻ├┐ĘN╣▄Ą└╔ŽŠ∙░³║¼┐sÅĮĪó┤“┐ū▒I³cĪó░╝Ž▌ūāą╬║═┐ėĀŅĮī┘ōp╩¦Ą╚╚╦╣ż╚▒Ž▌Ż¼┴Ē═ŌļpĮī┘Å═║Ž╣▄ā╚(n©©i)▀Ć┤µį┌▓┐Ęųā╚(n©©i)ęrīė┼c═Ō╗∙╣▄äāļx╦·Ž▌Īó±▐░Öūāą╬ŅÉĄ─╚╦╣ż╚▒Ž▌Ż¼╚ńłD 7╦∙╩ŠĪŻ
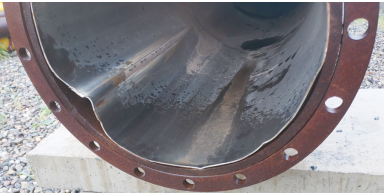
łD 7 ā╚(n©©i)ęrīė┼c═Ō╗∙╣▄äāļx╦·Ž▌Īó±▐░Öūāą╬ŅÉ╚▒Ž▌
Ā┐ę²£yįćĘĮ░Ė╩ŪīóõōĮz└K┤®▀^╚▒Ž▌╣▄Ą└Ż¼ā╔Č╦Ęųäe┼cÖz£yŲ„║═▓µ▄ćŽÓ▀BŻ╗═©▀^╔Ž╬╗ÖC┬ō(li©ón)š{(di©żo)┐žųŲÖz£yŲ„▀M╚ļÖz£yĀŅæB(t©żi)Ż╗╚╗║¾ūī▓µ▄ćĘųäeęį0.5 m/sĪó1.0 m/sĪó2.0 m/sĪó3.0 m/s║═4 .0 m/sĄ─Ā┐ę²╦┘Č╚Ā┐ę²Öz£yŲ„═©▀^╚▒Ž▌╣▄Ą└Ż╗“×ūC▓╗═¼╦┘Č╚Śl╝■Ž┬īŻĒŚÖz£yŲ„ī”╚▒Ž▌Ą─Öz£y─▄┴”Ż©łD 8Ż®ĪŻĀ┐ę²£yįć▀^│╠ųąŻ¼╣▄═ŌĄ─┬Ģ▓©Įė╩šČ©╬╗āx─▄ē“Įė╩šĄĮÖz£yŲ„╔Ž│¼Ą═Ņl┬Ģ▓©░l(f©Ī)╔õÖC░l(f©Ī)╔õĄ─│¼Ą═Ņl┬Ģ▓©ą┼╠¢Ż¼▓óėøõøÖz£yŲ„Ą─═©▀^ą┼ŽóĪŻ
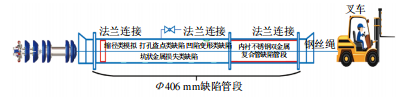
łD 8 ”Ą406 mmīŻĒŚÖz£yŲ„Ą─Ā┐ę²£yįć╩ŠęŌłD
£yįćĮY╣¹▒Ē├„Ż¼į┌0.5 m/sĪ½4.0 m/sĀ┐ę²╦┘Č╚Śl╝■Ž┬Ż¼īŻĒŚÖz£yŲ„─▄ē“£╩┤_ūRäeŲš═©õōųŲ║═ā╚(n©©i)ęr▓╗õPõōļpĮī┘Å═║Ž╣▄Ą└ā╚(n©©i)┤µį┌Ą─┐ėĀŅĮī┘ōp╩¦ĪóÄū║╬┐sÅĮĪó┤“┐ū▒I³cĪó░╝Ž▌ūāą╬ĪóÅ═║Ž╣▄ā╚(n©©i)ęrīė╦·Ž▌║═±▐░ÖĪóā╚(n©©i)▒Ē├µ┐ėĀŅĮī┘ōp╩¦Ą╚╚▒Ž▌Ż¼ī”╚▒Ž▌│▀┤ń▀MąąŠ½┤_┴┐╗»Ż¼▓ó┼c└’│╠ą┼Žó£╩┤_ī”æ¬ĪŻšf├„īŻĒŚÖz£yŲ„Ė„ĒŚąį─▄ųĖś╦ØMūŃįOėŗę¬Ū¾Ż¼Š▀éõ╣żśI(y©©)¼F(xi©żn)ł÷æ¬ė├Ą─Śl╝■ĪŻ
4 ĮYšZ
╗∙ė┌ī”├}ø_£u┴„įŁ└ĒĄ─╝╝ąg蹊┐Ż¼čąųŲ┴╦▀mė├ė┌╣▄ÅĮ406 mmļpĮī┘Å═║Ž╣▄Ą└Ą─īŻĒŚā╚(n©©i)Öz£yŲ„Ż¼╝»£u┴„Öz£yĪóÄū║╬£yÅĮÖz£yĪó╣▄Ą└ųąą─ŠĆ£y└LĄ╚╣”─▄ė┌ę╗¾wŻ¼─▄ėąą¦ūRäe║═┴┐╗»╣▄Ą└╚▒Ž▌ĪŻī”ė┌ĮŌøQā╚(n©©i)ęr▓╗õPõōļpĮī┘Å═║Ž╣▄Ą└Öz£yļyŅ}Ż¼╠ß╔²ė═╠’╣▄ŠW(w©Żng)╩┬╣╩ŅAĘ└║═×─║”┐žųŲ╝╝ąg╦«ŲĮŻ¼▒ŻšŽė═╠’╝»▌ö╣▄Ą└Ą─░▓╚½ŲĮĘĆ(w©¦n)▀\ąąŻ¼Š▀ėąųžę¬Ą─¼F(xi©żn)īŹęŌ┴xĪŻ
╩▄Ž▐ė┌├}ø_£u┴„įŁ└ĒŻ¼Öz£yŠ½Č╚ī”é„ĖąŲ„┼c▒╗Öz╣▄▒┌ų«ķgĄ─╠ßļx▌^×ķ├¶ĖąŻ¼į┌æ¬ė├▀^│╠ųą╠ßļx┤¾ąĪ╩▄é„ĖąŲ„ų¦ō╬ĮYśŗŻ¼Öz£yŲ„į┌ę█▀\ąą╦┘Č╚Ą─ŲĮĘĆ(w©¦n)ąįŻ¼╣▄Ą└ā╚(n©©i)Ą─ŪÕØŹČ╚╝░░╝Ž▌ūāą╬║═±▐░Öģ^(q©▒)Ą─┤¾ąĪĄ╚ČÓĘNę“╦žĄ─ė░ĒæĪŻąĶę¬į┌Į±║¾Ą─蹊┐ųąĮY║Ž£yįć║═╣ż│╠īŹ█`▓╗öÓ▀MąąĖ─▀M═Ļ╔Ų║═ā×(y©Łu)╗»Ż¼▒ŻūCé„ĖąŲ„╠ßļxĄ─ę╗ų┬ąįĪŻ
ģó┐╝╬─½IŻ║
[1]ģŪķL┤║Ż¼ū¾¹É¹É.ĻPė┌ųąć°ųŪ╗█╣▄Ą└░l(f©Ī)š╣Ą─šJūR┼c╦╝┐╝[J].ė═ÜŌā”▀\Ż¼2020Ż¼39(4)Ż║0361-0370.
[2]ųņ╝t▀\Ż¼═§ķL²łŻ¼ĮŁØ²Ż¼═§Į©▒¾Ż¼ĻÉ║Ż²ł.╝żäŅļŖ┴„ī”├}ø_£u┴„Öz£yĄ─ė░Ēæ蹊┐[J].āxŲ„āx▒ĒīWł¾Ż¼2016Ż¼37(1)Ż║1-8.
[3]┌w¼ōŻ¼ĮŌ╔ńŠĻŻ¼Åł¢|┴┴Ż¼Ą╚.├}ø_£u┴„╝żäŅą┼╠¢ģóöĄ(sh©┤)ī”Öz£y─▄┴”Ą─ė░Ēæ[J].¤oōpÖz£yŻ¼2016Ż¼38(10)Ż║14-17.
[4]┤„╣ŌŻ¼└Ņ∙iŻ¼└Ņ┴╝Ż¼¶ö÷╬Ż¼ÓŹ┐╦ę½.╗∙ė┌├}ø_£u┴„Öz£yĄ─╣▄Ą└Ė»╬gĘ┬šµ┼cīŹ“×蹊┐[J].╗»╣żįOéõ┼c╣▄Ą└Ż¼2016Ż¼53(02)Ż║63-66Ż¼75.
[5]┌wĘ¼Ż¼£½ĢįėóŻ¼═§└^õhŻ¼Ųųš▄.Įī┘╣▄Ą└ā╚(n©©i)═Ō▒┌╚▒Ž▌Ą─├}ø_£u┴„Öz£yŽĄĮy(t©»ng)[J].¤oōpÖz£yŻ¼2020Ż¼42(06)Ż║58-62.
[6]ĮŌ╔ńŠĻŻ¼╠’├„├„Ż¼ĻÉš±├».ĶF┤┼ąį╣▄Ą└┤┼’¢║═├}ø_£u┴„Öz£yĘĮʩ蹊┐[C].2018▀h¢|¤oōpÖz£yą┬╝╝ągšōē»šō╬─╝»Ż¼2018Ż║767-773.
[7]║┬æŚõhŻ¼īmĻ╗Ż¼īOć°ĮĪŻ¼═§░▓╚¬Ż¼┤„ė└ē█.╗∙ė┌ų¦│ųŽ“┴┐ÖCĄ─Ħ░³Ė▓īėė═ÜŌ╣▄Ą└╩ŻėÓ▒┌║±Ę┤č▌蹊┐[J].ė═ÜŌā”▀\Ż¼2021Ż¼40(01)Ż║15-20.
[8]ę”ūė„ļŻ¼═┐æcŻ¼╝Šē█║Ļ.╣▄Ą└ā╚(n©©i)Öz£yŲ„Ųż═ļ▀^ė»┴┐ī”Ųõ┴”īWąą×ķĄ─ė░Ēæ[J].ė═ÜŌā”▀\Ż¼2019Ż¼38(7)Ż║0793-0797Ż¼0815.
[9]└Ņš±▒▒Ż¼░ūĖ█╔·Ż¼³h─╚Ż¼ŚŅņoŻ¼ė┌│¼.┐╔ūāÅĮ╣▄Ą└Öz£yŲ„Ųż═ļĮYśŗįOėŗ╝░├▄ĘŌąį─▄[J].ė═ÜŌā”▀\Ż¼2020Ż¼39(5)Ż║0576-0581.
[10]└ŅŅŻŻ¼ÓŹĮĪĘÕŻ¼Ė╗īÆŻ¼┘Z╣Ō├„Ż¼ė┌ųŪ▓®Ż¼┼╦’w.┤¾┐┌ÅĮ╣▄Ą└═Č«a(ch©Żn)Ū░Š█░▒§ź£yÅĮā╚(n©©i)Öz£yŲ„čąųŲ┼cæ¬ė├[J].ė═ÜŌā”▀\Ż¼2020Ż¼39(6)Ż║0638-0644.
[11]ĻÉ┼¾│¼Ż¼└ŅŅŻŻ¼Ū±╝t▌xŻ¼Ą╚.╗∙ė┌ė└┤┼ö_äėįŁ└ĒĄ─╣▄Ą└ų¦╣▄īŻĒŚā╚(n©©i)Öz£yŲ„čąųŲ┼cæ¬ė├[J].ė═ÜŌā”▀\Ż¼2020Ż¼39(12)Ż║1357-1361.
[12]TIAN F, Li B, Zhou W M. Ultrasonic Interface Wave for Interlaminar Crack Detection in Steel-Titanium Composite Pipe[J]. Journal of Pressure Vessel Technology, 2019, 141(4)Ż║32-40.
[13]═§īÜ│¼.╗∙ė┌ļŖ£u┴„é„Ėą╝╝ągĄ─╣▄Ą└ūāą╬Öz£yĘĮʩ蹊┐┼cįOéõčąųŲ[D].▒▒Š®Ż║ÖCąĄ┐ŲīW蹊┐┐éį║Ż¼2020Ż║20-24.
[14]ĻÉĒfĘ½.ļpĮī┘Å═║Ž╣▄╣▄▒┌Ęųīė╝░ęr╣▄║±Č╚├}ø_£u┴„Öz£y蹊┐[D].Žµ╠ČŻ║Žµ╠Č┤¾īWŻ¼2020Ż║19-20.
[15]FU A QŻ¼KUANG X RŻ¼HAN YŻ¼LU C HŻ¼BAI Z QŻ¼et al. Failure analysis of girth weld cracking of mechanically lined pipe used in gas field gathering system[J]. Engineering Failure AnalysisŻ¼2016Ż¼68Ż║64-75.
[16]└Ņ┤║ėĻŻ¼±R┴xüĒŻ¼Åł└“└“Ż¼║╬╚╩č¾.╗∙ė┌├}ø_£u┴„Ą─╣▄Ą└ā╚(n©©i)Öz£yŽĄĮy(t©»ng)įOėŗ[J].¤oōpÖz£yŻ¼2018Ż¼40(7)Ż║64-68.

ū„š▀║åĮķŻ║└Ņš±▒▒Ż¼1986─Ļ╔·Ż¼Ė▀╝ē╣ż│╠ĤŻ¼2017─Ļ▓®╩┐«ģśI(y©©)ė┌ÖCąĄ┐ŲīW蹊┐┐éį║ÖCąĄįOėŗ╝░└ĒšōīŻśI(y©©)Ż¼¼F(xi©żn)ų„ę¬Å─╩┬╣▄Ą└ā╚(n©©i)Öz£y╝╝ąg┼cįOéõĄ─čą░l(f©Ī)╣żū„ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║0316-2074813▐D8005Ż¼lizhenbei1986@126.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
