



Šą╩°╣▄Č╬║Ė┐p╚▒Ž▌▀mė├ąįįuār(ji©ż)░Ė└²
üĒį┤Ż║ĪČ╣▄Ą└▒Żūo(h©┤)ĪĘ2023─ĻĄ┌1Ų┌ ū„š▀Ż║└ŅÅŖ(qi©óng) äóą┬┴Ķ ┴║ÅŖ(qi©óng) Ģr(sh©¬)ķgŻ║2023-3-2 ķåūxŻ║
└ŅÅŖ(qi©óng) äóą┬┴Ķ ┴║ÅŖ(qi©óng)
ÅV¢|┤¾∙ię║╗»╠ņ╚╗ÜŌėąŽ▐╣½╦Š
▒│Š░
Į³Äū─Ļć°ā╚(n©©i)░l(f©Ī)╔·öĄ(sh©┤)Ųė═ÜŌ╣▄Ą└ą╣┬®╗“öÓ┴č╩┬╣╩Ż¼┤¾ČÓ░l(f©Ī)╔·į┌▀BŅ^┐┌╗“Į┐┌╬╗ų├ĪŻļm╚╗▀@ą®║Ė┐┌¤oōpÖz£yĮY(ji©”)╣¹║ŽĖ±Ż¼Ą½╩Ū¼F(xi©żn)ł÷║ĖĮėū„śI(y©©)Łh(hu©ón)Š│┐╔─▄┤µį┌▌^┤¾Ą─║ĖĮėŠą╩°æ¬(y©®ng)┴”Ż¼įņ│╔║Ė┐pĮėŅ^Ą─öÓ┴čĒgąį║═║Ė┐p╚▒Ž▌┼RĮń╩¦ą¦│▀┤ńĮĄĄ═ĪŻ╚ńųąŠÆ╣▄Ą└Ī░6Īż10Ī▒Łh(hu©ón)║Ė┐pöÓ┴č╚╝▒¼╩┬╣╩Ę┤ė││÷╣▄Ą└║ĖĮėĮėŅ^į┌¼F(xi©żn)ł÷ū„śI(y©©)ųą┐╔─▄┤µį┌▌^┤¾Ą─║ĖĮėŠą╩°æ¬(y©®ng)┴”ĪŻ×ķ╔Ņ╚ļ蹊┐Ęų╬÷Šą╩°æ¬(y©®ng)┴”ī”║ĖĮėĮėŅ^Ą─ė░ĒæŻ¼ķ_š╣┴╦į┌Šą╩°ĀŅæB(t©żi)Ž┬║¼╚▒Ž▌║Ė┐pĄ─▀mė├ąįįuār(ji©ż)Ż¼ęį╠ß╔²╣▄Ą└░▓╚½▀\(y©┤n)ąą╣▄└Ē╦«ŲĮĪŻ
─ŻöM£yįć
╩ūŽ╚═©▀^ėąŽ▐į¬▄ø╝■▀M(j©¼n)ąą╣▄Ą└║ĖĮėŠą╩°Č╚─ŻöMėŗ(j©¼)╦ŃĪŻŲõ┤╬įO(sh©©)ėŗ(j©¼)ųŲįņę╗╠ūė├ė┌─ŻöMūŃ│▀┤ń▀BŅ^┐┌ūįŠą╩°Ą─įć“×(y©żn)čbų├Ż©łD 1Ż®Ż¼─ŻöM▓╗═¼Šą╩°ĀŅæB(t©żi)Ž┬Ą─╣▄Ą└║ĖĮėŻ©łD 2Ż®Ż¼▓óī”▓╗═¼Šą╩°Č╚Śl╝■Ž┬╦∙Ą├║Ė┐pĮėŅ^Ą─öÓ┴čĒgąįųĄŻ©CTODŻ®▀M(j©¼n)ąą£yįćĪŻūŅ║¾Ż¼═©▀^ŅA(y©┤)ųŲ║ĖĮė╚▒Ž▌ī”╣▄Ą└ā╚(n©©i)▓┐╩®╝ė╦«ē║╝░ÅØŪ·▌d║╔Ż¼£yįć║¼Šą╩°Śl╝■Ž┬Ą─║Ė┐p▓┐╬╗Ą─▒¼ŲŲē║┴”Ż¼įu╣└║¼╚▒Ž▌║Ė┐pį┌╠žČ©╣żørŻ©╚ń╗¼Ų┬Ż®Śl╝■Ž┬ī”ÅØŪ·▌d║╔╝ė▌d╦┘┬╩Ą─├¶ĖąąįĪŻ
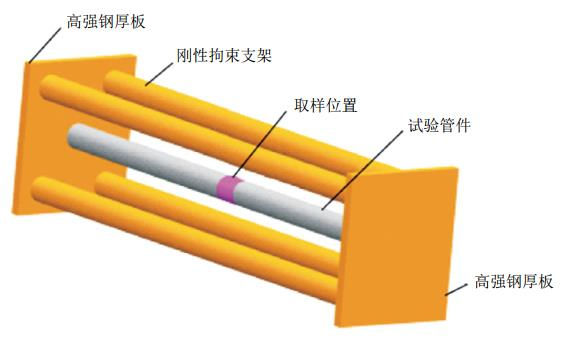
łD 1 ūįŠą╩°╣▄Ą└║ĖĮėĮY(ji©”)śŗ(g©░u)

łD 2 ▓╗═¼Šą╩°Č╚ŪķørŽ┬╣▄Ą└─ŻöM║ĖĮė
Ęų╬÷įuār(ji©ż)
Ż©1Ż®╣▄ķL1 mĪ½3 mī”ĮėĮėŅ^Ż¼ļS╣▄ķLį÷╝ėŠą╩°Č╚ųØuūāąĪĪŻ▓╗═¼Šą╩°Č╚Ž┬║ĖĮė╣▄Ą└Ą─ÜłėÓæ¬(y©®ng)┴”ļSų°Šą╩°Č╚Ą─╔Ž╔²Č°į÷┤¾Ż¼Šą╩°Ūķørī”║ĖĮėÜłėÓæ¬(y©®ng)┴”Ą─ė░Ēæ’@ų°ĪŻė╔0.5 mĪ┴0.5 m║ĖĮėą╬│╔ūįŠą╩°Ą─ĮY(ji©”)śŗ(g©░u)Ż¼║ĖĮėÜłėÓ└Łæ¬(y©®ng)┴”ūŅ┤¾┐╔▀_(d©ó)140 MPaŻ¼ŲĮŠ∙æ¬(y©®ng)┴”×ķ105 MPaŻ¼ć└(y©ón)ųžė░Ēæ┴╦║ĖĮėĮY(ji©”)śŗ(g©░u)Ą─│ą▌dąį─▄ĪŻ
Ż©2Ż®═©▀^£yįćĘų╬÷▓╗═¼Šą╩°Śl╝■Ž┬Ą─║ĖĮėįćśėŻ¼N║¼┴┐├„’@ūā╗»ĪŻ│§▓Į═Ų£yŲõæ¬(y©®ng)ūāĢr(sh©¬)ą¦į┌ę²╚ļŠą╩°Č╚Ģr(sh©¬)░l(f©Ī)╔·Ė┼┬╩ꬎÓī”┤¾ė┌ūįė╔ĀŅæB(t©żi)Ž┬Ą─║ĖĮėĪŻ
Ż©3Ż®ę└ō■(j©┤)║ĖĮėĮėŅ^öÓ┴čĒgąį£yįćĮY(ji©”)╣¹Ż¼Šą╩°Śl╝■Ž┬¤ßė░Ēæģ^(q©▒)Ą─öÓ┴čĒgąįųĄ├„’@Ą═ė┌ūįė╔ĀŅæB(t©żi)Ž┬Ą─öÓ┴čĒgąįųĄŻ╗Šą╩°æ¬(y©®ng)┴”įĮ┤¾Ż¼öÓ┴čĒgąįųĄŽ┬ĮĄįĮ├„’@Ż¼ĒgąįįĮ▓ŅĪŻ
Ż©4Ż®į┌╦«ē║╝░ņo▌dū„ė├Ž┬Ż¼ŽÓī”ė┌¤oŠą╩°Ą─╣▄Č╬Ż©╦«ē║16 MPaĪó4 tņo▌dą╣┬®╩¦ą¦Ż®Č°čįŻ¼ėąŠą╩°╣▄Ą└į┌╦«ē║13.5 MPaĪó4 tņo▌dū„ė├Ž┬╝┤│÷¼F(xi©żn)╣▄Ą└ą╣┬®╩¦ą¦ĪŻšf├„Šą╩°ī”╣▄Ą└│ą╩▄ņo▌dĄ──▄┴”ė░Ēæ║▄┤¾ĪŻ
Ż©5Ż®į┌╦«ē║╝░äė▌dū„ė├Ž┬Ż¼ŽÓī”ė┌¤oŠą╩°Ą─╣▄Č╬Ż©╦«ē║9 MPaŻ¼┬õÕNĖ▀Č╚1.4 mķ_┴č╩¦ą¦Ż®Č°čįŻ¼ėąŠą╩°╣▄Ą└į┌╦«ē║9 MPaŻ¼┬õÕNĖ▀Č╚1.2 mĢr(sh©¬)Š═░l(f©Ī)╔·ķ_┴č╩¦ą¦ĪŻšf├„║¼Šą╩°Ą─║ĖĮėĮY(ji©”)śŗ(g©░u)│ą╩▄ÅØŪ·▌d║╔─▄┴”Ė³╚§ĪŻ
åó╩Š
Ż©1Ż®╣▄Ą└ęÄ(gu©®)äØ╝░Į©įO(sh©©)Ų┌ķgŻ¼▒M┐╔─▄▒▄├Ō╗“£p╔┘čž╔Į¾wÖMŲ┬Ę¾įO(sh©©)Ż¼Ę└ų╣╬╗ęŲĪó╗¼Ų┬ī¦(d©Żo)ų┬╣▄Ą└«a(ch©Żn)╔·▌^┤¾Ą─ūāą╬║═▌SŽ“æ¬(y©®ng)┴”ĪŻ╔Įģ^(q©▒)╣▄Ą└įO(sh©©)ėŗ(j©¼)Ģr(sh©¬)æ¬(y©®ng)╝ė┤¾æ¬(y©®ng)┴”ėŗ(j©¼)╦ŃĘų╬÷╔ŅČ╚Ż¼▒▄├Ō│÷¼F(xi©żn)ć└(y©ón)ųžæ¬(y©®ng)┴”╝»ųąĄ─╣▄Č╬ĪŻ
Ż©2Ż®╝ėÅŖ(qi©óng)╣▄Ą└║ĖĮėū„śI(y©©)┘|(zh©¼)┴┐╣▄└ĒŻ¼▒▄├Ō╣▄Ą└║ĖĮėĢr(sh©¬)«a(ch©Żn)╔·ÅŖ(qi©óng)Šą╩°ū„śI(y©©)Łh(hu©ón)Š│ĪŻ«ö(d©Īng)Öz£yĪóÖz“×(y©żn)░l(f©Ī)¼F(xi©żn)╣▄Ą└┤µį┌┴č╝yą═║Ė┐p╚▒Ž▌Ģr(sh©¬)Ż¼æ¬(y©®ng)▀m«ö(d©Īng)╠ßĖ▀╚▒Ž▌Öz£yįuār(ji©ż)Ą╚╝ēŻ¼▒M┐╔─▄£p╔┘┴č╝y╚▒Ž▌Įo╣▄Ą└░▓╚½▀\(y©┤n)ąąÄ¦üĒŽ¹śOė░ĒæĪŻ
Ż©3Ż®ī”ė┌┐╔─▄┤µį┌▌^┤¾Šą╩°Č╚Ą─║¼╚▒Ž▌╣▄Č╬Ż¼į┌ķ_š╣▀mė├ąįįuār(ji©ż)Ģr(sh©¬)ę¬Ė∙ō■(j©┤)╚▒Ž▌ŅÉą═╝░│▀┤ńĪó▌d║╔║═╣▄▓─Ą╚╝ēĄ╚▓╗═¼ŪķørŻ¼įO(sh©©)ų├ūŃē“░▓╚½ŽĄöĄ(sh©┤)Ż¼▒▄├Ō║¾Ų┌ę“Šą╩°▀^┤¾Č°«a(ch©Żn)╔·ĘŪŅA(y©┤)Ų┌╩¦ą¦ĪŻ

ū„š▀║åĮķŻ║└ŅÅŖ(qi©óng)Ż¼čąŠ┐╔·Ż¼Ė▀╝ē╣ż│╠ĤŻ¼ÅV¢|┤¾∙i╣½╦Š╣▄Ą└═Ļš¹ąįįuār(ji©ż)Įø(j©®ng)└ĒŹÅ╬╗ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║19926449979Ż¼liqiang365@163.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
