



ė═ÜŌ╣▄Ą└Bą═╠ū═▓║ĖĮėĘĮĘ©
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2023─ĻĄ┌2Ų┌ ū„š▀Ż║╚╬É█ŲĮ įSĮ© ĢrķgŻ║2023-4-14 ķåūxŻ║
╚╬É█ŲĮ įSĮ©
ć°╝ę╣▄ŠW╝»łF▒▒ĘĮ╣▄Ą└║¶║═║Ų╠ž▌öė═ÜŌĘų╣½╦Š
ķL▌öė═ÜŌ╣▄Ą└į┌▀\ąą▀^│╠ųąŻ¼ę“ųŲįņ╚▒Ž▌Īó╩®╣żōpé¹║═ā╚═ŌĖ»╬gĄ╚ę“╦žįņ│╔▓╗═¼│╠Č╚Ą─┴č╝yĪó░╝Ž▌╝░Įī┘ōp╩¦Ą╚╚▒Ž▌Ż¼ąĶę¬╗©┘M┤¾┴┐Ą─╚╦┴”Īó╬’┴”║═žö┴”▀Mąą╚▒Ž▌³cą▐Å═ĪŻBą═╠ū═▓Š▀ėąą▐Å═ąį║├Īó┐╔┐┐ąįĖ▀Ą╚╠ž³cŻ¼į┌╣▄Ą└╚▒Ž▌ą▐Å═ųąæ¬ė├▌^ČÓĪŻ═©▀^Ęų╬÷Bą═╠ū═▓║ĖĮėą▐Å═▀^│╠Ż¼┐éĮY┴╦Ū░Ų┌£╩éõĪó║ĖĮėĘĮĘ©▀xō±╝░║Ė║¾╠Ä└Ē┤ļ╩®Ą╚ąĶę¬ųž³cĻPūóĄ─┐žųŲŁh╣Ø║═ūóęŌ╩┬ĒŚŻ¼×ķBą═╠ū═▓║ĖĮėą▐Å═ū„śI╠ß╣®ģó┐╝ĪŻ
1 ą▐Å═▀mė├ĘČć·
Bą═╠ū═▓▀mė├ė┌ė═ÜŌķL▌ö╣▄Ą└Įī┘ōp╩¦Īóūāą╬Īó║Ė┐p╚▒Ž▌Ą╚ĘŪą╣┬®ŅÉ╚▒Ž▌Ą─ą▐Å═ĪŻųąČĒ¢|ŠĆĪó╬„ÜŌ¢|▌öĄ╚┤¾┐┌ÅĮ╣▄Ą└ę▓▓╔ė├Bą═╠ū═▓▀Mąą╚▒Ž▌ą▐Å═ĪŻį┌┤¾┐┌ÅĮĪóĖ▀ē║┴”ĪóĖ▀õō╝ēĪó┤¾▒┌║±╣▄Ą└╔Ž▀MąąBą═╠ū═▓ą▐Å═Ż¼┤µį┌¾wĘe┤¾Īó▒┌║±┤¾Īóųž┴┐┤¾Īó║ĖĮėĢrķgķLĄ╚å¢Ņ}Ż¼ąĶę¬ųž³cĻPūóĪŻęįŽ┬ÄūĘNŪķør▓╗─▄╩╣ė├Bą═╠ū═▓▀Mąąė└Š├ąįą▐Å═Ż║ė═ÜŌ╣▄Ą└┴č╝y╔ŅČ╚┤¾ė┌▒┌║±Ą─80%Īó╣▄¾w░╝Ž▌╔ŅČ╚┤¾ė┌╣▄ÅĮ6%ĪóŁh║Ė┐p╚▒Ž▌╔ŅČ╚┤¾ė┌▒┌║±80%ĪŻ
2 ║ĖŪ░£╩éõ╣żū„
2.1 ║ĖĮėĮM╝■╝░║ĖŚl
Ż©1Ż®Bą═╠ū═▓╔ŽŽ┬ūo░ÕĪŻ▀xō±Bą═╠ū═▓ę¬│õĘų┐╝æ]╦∙ą▐Å═╣▄Ą└Ą─▓─┘|ĪóįOėŗē║┴”Īó╣▄ÅĮĪó▒┌║±ęį╝░╣▄ŠĆ╦∙Įø▀^Ą─Ąžģ^Ą╚╝ēŻ¼ę╗░Ńę¬Ū¾┼c╣▄Ą└▓─┘|ŽÓ═¼╗“ŽÓĮ³ĪŻ│Żė├Ą─╠ū═▓▓─┴Žėąē║┴”╚▌Ų„ė├õō░Õ║═ķL▌ö╣▄Ą└īŻė├╣▄ŠĆõōŻ©LŽĄ┴ą╗“XŽĄ┴ąŻ®Ż¼╠ū═▓ķLČ╚Ī▌150 mmŻ¼╔ŽŽ┬ūo░ÕŠ▀¾w│▀┤ń┐╔ęįĖ∙ō■¼Fł÷╚▒Ž▌┤¾ąĪ╝░║Ė┐p╬╗ų├┤_Č©ĪŻ
Ż©2Ż®┐v║Ė┐p▒│▓┐ē|░ÕĪŻ╚╬║╬╣▄Ą└┴č╝yČ╝Ģ■╩▄ĄĮŁhŽ“æ¬┴”ė░ĒæŻ¼║ĖĮėĢræ¬čb┼õ▒│▓┐ē|░Õ┼c╠ū═▓┼õ╠ū╩╣ė├ĪŻ▒│▓┐ē|░Õ▀xō±Ą═╠╝õō▓─┘|Ż¼ķLČ╚│¼│÷Bą═╠ū═▓ā╔Č╦ų┴╔┘150 mmŻ¼ė├ė┌║ĖĮėę²╗Ī╗“Ž©╗ĪŻ¼║±Č╚×ķ2.5 mmū¾ėęĪŻ╚ń╣¹╠ū═▓é╚┐p▓╔ė├╝ė▒│▓┐ē|░Õ║═ē║┴”ŲĮ║Ō▓█Ą─ĘĮĘ©Ż¼ät╠ū═▓Ą─┐é║±Č╚▓╗æ¬ąĪė┌╣▄Ą└▒┌║±┼c▒│▓┐ē|░Õē║┴”ŲĮ║Ō▓█╔ŅČ╚ų«║═ĪŻ
Ż©3Ż®║ĖŚl▀xō±ĪŻ║ĖŚl▀xō±æ¬ū±čŁĄ╚ÅŖČ╚Īó═¼│╔ĘųĪó┐╣┴č╝yĪó┐╣ÜŌ┐ū║═Ą═│╔▒ŠįŁätĪŻ╦∙ė├║ĖŚlą═╠¢æ¬Įø▀^║ĖĮė╣ż╦ćęÄ│╠įuČ©ĪŻ└²╚ńŻ¼ķL║¶įŁė═╣▄Ą└Ż©L415▓─┘|Ż®B╠ūą▐Å═║ĖĮėū„śIŻ¼╩╣ė├ų▒ÅĮ×ķ3.2 mmĄ─CHE507GX║ĖŚl▀Mąą╠Ņ│õ╔w├µ║ĖĮėĪŻ║ĖĮėŪ░æ¬░┤šš«aŲĘšf├„Ģ°ī”║ĖŚl▀Mąą║µĖ╔╠Ä└ĒĪŻę╗░ŃĄ═Üõą═║ĖŚl║µĖ╔£žČ╚×ķ350 ĪµĪ½400 ĪµŻ¼║Ń£žĢrķg×ķ1 hĪ½2 hĪŻ║ĖĮė¼Fł÷æ¬įO║ĖŚl║Ń£žĖ╔į’═▓Ż¼£žČ╚┐žųŲį┌100 ĪµĪ½150 ĪµŻ¼ļSė├ļS╚ĪĪŻ«ö╠ņė├▓╗═ĻĄ─║ĖŚl╩š╗žŻ¼ųžą┬║µĖ╔║¾╩╣ė├ĪŻųžą┬║µĖ╔┤╬öĄ▓╗│¼▀^ā╔┤╬ĪŻ
2.2 ║ĖĮė£╩éõ
Ż©1Ż®╩ų└m▐k└ĒĪŻ░┤ššūŅą┬ŅC▓╝Ą─GB 30871©D2022ĪČ╬ŻļU╗»īWŲĘŲ¾śI╠ž╩Ōū„śI░▓╚½ęÄĘČĪĘęÄČ©Ż¼Bą═╠ū═▓║ĖĮė▒╗╝{╚ļ╠ž╝ēäė╗ū„śI╣▄└ĒŻ¼ŽÓæ¬Ą─╣▄┐ž┤ļ╩®║═╩ų└m▐k└Ēę▓Ė³╝ėć└Ė±ĪŻäė╗Ū░ꬊÄųŲ╠ž╝ēäė╗ū„śIĘĮ░Ė║═īŻĒŚæ¬╝▒ŅA░ĖŻ¼▓ó╠ßŪ░═©▀^ė═ÜŌš{┐žųąą─▀Mąąéõ░Ė½@Ą├┼·£╩ĪŻ╔Ļšłäė╗å╬╬╗║═ū„śIå╬╬╗ę¬ī”äė╗▀^│╠┤µį┌Ą─’LļUķ_š╣JSAĘų╬÷Ż¼ųŲČ©’LļUĘ└┐ž┤ļ╩®ĪŻäė╗ū„śIŪ░ķ_Š▀╠ž╝ēäė╗Ż©ĘŪ╣▄ŠĆ┤“ķ_Ż®ū„śIŲ▒Ż¼ī”ū„śI╚╦åT▀Mąą┼Óė¢║═░▓╚½╝╝ągĮ╗ĄūŻ¼ķ_š╣┐╔╚╝ÜŌ¾wÖz£yŻ¼ØMūŃŚl╝■ŪęĮøų„╣▄śIäšŅIī¦┼·£╩║¾ĘĮ┐╔▀Mąąäė╗ū„śIĪŻBą═╠ū═▓░▓čb║═║ĖĮė▀^│╠╚ń▀Ć╔µ╝░Ųõ╦¹╠ž╩Ōū„śIŻ¼└²╚ńĄ§čb║═┼RĢrė├ļŖĄ╚ū„śIŻ¼ę▓æ¬▐k└ĒŽÓæ¬Ą─ū„śIŲ▒Ż¼ķ_š╣’LļUĘų╬÷▓óųŲČ©Ę└┐ž┤ļ╩®ĪŻ
Ż©2Ż®║ĖĄ└┤“─źĪŻBą═╠ū═▓░▓čbŪ░ę¬▀Mąą║ĖĄ└┤“─źŻ©ų╗ąĶī”ā╔Č╦Łh║Ė┐p╬╗ų├┤“─ź╝┤┐╔Ż®Ż¼╣▄Ą└▒Ē├µ╠Ä└Ē┘|┴┐æ¬▀_ĄĮGB/T 8923©D1988ĪČ═┐čbŪ░õō▓─▒Ē├µõP╬gĄ╚╝ē║═│²õPĄ╚╝ēĪĘęÄČ©Ą─ST3╝ēę¬Ū¾Ż©╩ųäė┤“─źŻ®╗“Sa2.5╝ēś╦£╩Ż©ćŖ╔░╠Ä└ĒŻ®Ż¼▒Ē├µæ¬Ė╔į’Ż¼¤o╦╔äėĄ─ĖĪõPŻ¼¤o╬█╬’Ż¼╗∙▓─┤ŅĮė▓┐╬╗Ą─įŁĘ└Ė»īė▒Ē├µæ¬Ė╔į’ĪóŲĮš¹Īó¤o╬█╬’ĪŻ
Ė∙ō■¼Fł÷čb┼õŪķørŻ¼┐╔ī”░▓čbģ^ė“Ą─įŁ╣▄Ą└┬▌ą²║Ė┐p╗“ų▒║Ė┐p▀Mąą┤“─źĪŻ┤“─źŪ░Ż¼æ¬ī”┤“─źģ^ė“Ą─╣▄¾wŻ©░³└©┬▌ą²║Ė┐p╗“ų▒║Ė┐pŻ®▀Mąą│¼┬Ģ▓©Öz£yŻ¼┤_šJ¤o╚▒Ž▌║¾Ż¼ĘĮ┐╔┤“─źų┴║Ė┐pėÓĖ▀×ķ2 mmŻ¼▓ółA╗¼▀^Č╔ĪŻ
Ż©3Ż®▒┌║±£y┴┐ĪŻBą═╠ū═▓┼c╣▄Ą└▀BĮėĄ─ŁhŽ“ĮŪ║Ė┐p║ĖĮėģ^ė“ā╔é╚čė╔ņĖ„10 mm╣▄Ą└▒┌║±▀Mąą╚½╬╗ų├│¼┬Ģ▓©£y┴┐Ż¼ų³c▀MąąŻ¼ūŅąĪ▒┌║±▓╗æ¬ąĪė┌4.8 mmĪŻ
Ż©4Ż®║ĖĮėŅA¤ßĪŻ║ĖĮėŪ░▓╔ė├╗čµ╝ė¤ß╗“ųąŅl╝ė¤ßĘĮ╩Įī”║ĖĮė╣▄╝■ŅA¤ßŻ¼ŅA¤ß£žČ╚æ¬Ę¹║Ž║ĖĮė╣ż╦ćęÄ│╠ę¬Ū¾ĪŻ║ĖĮė▀^│╠ųą▀Ćæ¬ūóęŌīėķg£žČ╚▒Ż│ųŻ¼ūŅąĪųĄ▓╗æ¬Ą═ė┌ŅA¤ß£žČ╚Ą─ūŅąĪųĄĪŻ«ö║ĖĮėū„śIųąöÓĢrŻ¼į┘┤╬║ĖĮėŪ░æ¬ųžą┬ŅA¤ßĄĮę¬Ū¾Ą─£žČ╚ĪŻ
Ż©5Ż®║ĖŪ░ē║┴”┤_šJĪŻ▀\ąą╣▄Ą└ą▐Å═æ¬░┤ššęÄČ©╠ßŪ░ĮĄĄ═╣▄Ą└ā╚Įķ┘|ē║┴”Ż¼įŁė═╣▄Ą└║ĖĮė╠Ä╣▄ā╚ē║┴”ę╦ąĪė┌┤╦Č╬╣▄Ą└į╩įS╣żū„ē║┴”Ą─0.5▒ČŻ¼ŪęįŁė═│õØM╣▄Ą└Ż╗╠ņ╚╗ÜŌ╗“│╔ŲĘė═╣▄Ą└ę╦ąĪė┌0.4▒ČŻ¼Ūę│╔ŲĘė═╣▄Ą└æ¬│õØMė═ŲĘĪŻ
3 ║ĖĮėĘĮĘ©╝░ūóęŌ╩┬ĒŚ
3.1 ┐v║Ė┐p║ĖĮė
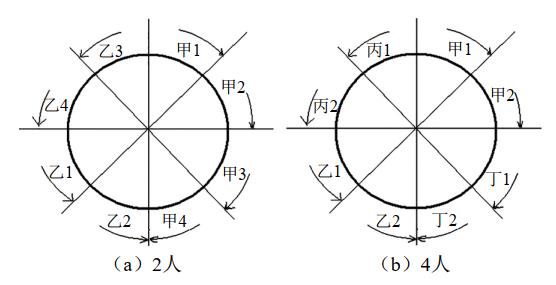
╩ūŽ╚║ĖĮėā╔é╚Ēśė═┴„ĘĮŽ“┐v║Ė┐pŻ¼ā╔é╚═¼Ģr║ĖĮėĪŻā╔├¹║Ė╣ż║ĖĮėĢrŻ¼æ¬░┤łD 1Ż©aŻ®╦∙╩Š║ĖĮėĒśą“═¼Ģr║ĖĮėĪŻī”ūo░ÕķLČ╚Ī▌700 mmĄ─╠ū═▓▀Mąą┐v║Ė┐p║ĖĮėĢrŻ¼├┐Ą└║Ė┐pæ¬ų┴╔┘2├¹║Ė╣ż═¼Ģr╩®║ĖĪŻ4├¹║Ė╣ż║ĖĮėĢræ¬░┤łD 1Ż©bŻ®╦∙╩Š║ĖĮėĒśą“═¼Ģr║ĖĮėĪŻ║ĖĮė▓┘ū„ę╗ų▒│ų└mĄĮš¹éĆ║Ė┐p╚█Ę¾Įž├µĄ─╚²Ęųų«ę╗ĮKų╣Ż¼ų„ę¬╩Ū×ķ┴╦£pąĪ║ĖĮėæ¬┴”┼cūāą╬ĪŻ

łD 1 Bą═╠ū═▓┐v║Ė┐p║ĖĮėĒśą“
╦∙ėą╠ū═▓┐v║Ė┐p║ĖĮėĢræ¬▓╔ė├╗ž╗║ĖĄ└Ż¼100%║Ė═ĖŻ¼▓╗欤²┤®▒│▓┐ē|░ÕĪŻūo░Õ║±Č╚┤¾ė┌Ą╚ė┌30 mmĄ─╠ū═▓Ż¼║ĖĮėĢræ¬║ĖĮė═╦╗║ĖĄ└ĪŻ═╦╗║ĖĄ└į┌╠Ņ│õ║Ė═Ļ│╔30%Ī½50%Ģr▀MąąŻ¼ŠÓļxŲ┬┐┌▀ģŠēąĪė┌2 mmŻ¼═╦╗║ĖĄ└▀xė├ų▒ÅĮ3.2 mm║ĖŚlŻ¼║Ė║¾┤“─źų┴1 mmū¾ėęĪŻ╔w├µ║ĖĢrŻ¼ąĶė╔Ž┬čžų┴╔Žčž▀MąąŻ¼╔w├µ║ĖĄ└▓╗Ą├į┘║ĖĮėų┴╚²═©╗“ūo░Õ╔ŽŻ¼Č°╩Ū║ĖĮėį┌═╦╗║ĖĄ└╔ŽĪŻūóęŌį┌║Ž▀m╬╗ų├║ĖĮė╗ž╗║ĖĄ└Ż¼Ūę▓╗Ą├║ĖĮėį┌═╦╗║ĖĄ└╔ŽĪŻ┐v║Ė┐p║ĖĮė═Ļ│╔║¾ė├╩ų╔░▌åŪą│²┐v║Ė┐pā╔Č╦Ą─▒│▓┐ē|░ÕĪŻ
Bą═╠ū═▓┐v║Ė┐pę╗░Ń▓╔ė├║ĖŚlļŖ╗Ī║Ė║ĖĮėĘĮĘ©ĪŻć°ā╚ę╗░Ń▓╔ė├▓╗ī”ĘQĮŪČ╚Ą─Vą═Ų┬┐┌Ż¼Ž┬├µĮŪČ╚ąĪŻ¼╝s×ķ10ĪŃū¾ėęŻ¼╔Ž├µ╔į┤¾Ż¼╝s×ķ30ĪŃū¾ėęĪŻć°═Ōėąą®ū„śI▓╔ė├╔ŽŽ┬ī”ĘQVą═Ų┬┐┌Ż¼╔ŽŽ┬Č╝╝s×ķ20ĪŃū¾ėęĪŻ
3.2 ŁhŽ“ĮŪ║Ė┐p║ĖĮė
Ųõ┤╬║ĖĮėę╗é╚Ą─ŁhŽ“ĮŪ║Ė┐pŻ¼┤╦Ģr┴Ē═Ōę╗é╚Ą─ŁhŽ“ĮŪ║Ė┐p▓╗Ą├▀Mąą³c║ĖŻ¼å╬é╚║ĖĮė═Ļ│╔║¾į┘║ĖĮė┴Ē═Ōę╗é╚ĪŻĖ∙ō■Q/GGW BF 0316©D2021ĪČõō┘|ė═ÜŌ╣▄Ą└╩¦ą¦ōīą▐╝╝ągęÄĘČĪĘęÄČ©Ż║«öBą═╠ū═▓║±Č╚┤¾ė┌1.4▒Č╣▄Ą└▒┌║±ĢrŻ¼Ųõ┼c╣▄Ą└▀BĮėĄ─ŁhŽ“ĮŪ║Ė┐pĄ─║Ė─_Ė▀Č╚║═īÆČ╚▓╗æ¬ąĪė┌1.4▒Č╣▄Ą└▒┌║±Ż╗ąĪė┌1.4▒Č╣▄Ą└▒┌║±ĢrŻ¼║Ė─_Ė▀Č╚║═īÆČ╚æ¬×ķBą═╠ū═▓▒┌║±┼cĮMī”ķgŽČų«║═ĪŻ
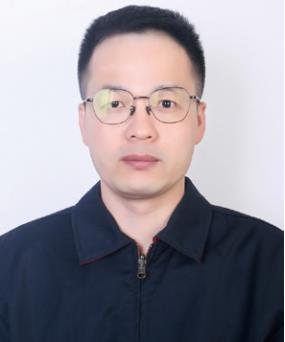
į┌╣▄Ą└═ŌÅĮ┤¾ė┌Ą╚ė┌325 mmĄ─╣▄Ą└╔Ž▀MąąĮŪ║Ė┐p║ĖĮėĢrŻ¼├┐Ą└║Ė┐pæ¬ų┴╔┘ā╔├¹║Ė╣ż═¼Ģr╩®║ĖŻ¼Ūęā╔ļŖ╗Īķg欎ӊÓų┴╔┘50 mmĪŻ╚ńłD 2╦∙╩ŠĪŻ
łD 2 Bą═╠ū═▓ŁhŽ“ĮŪ║Ė┐p║ĖĮėĒśą“
ė╔ė┌╠ū═▓║═╣▄Ą└ų«ķgėąę╗Č©Ą─ŠÓļxŻ¼ų▒Įė║Ė─®Č╦ĮŪ║Ė┐pĢrėąę╗Č©└¦ļyĪŻ╦∙ęį«ö╠ū═▓║═╣▄Ą└ķgŽČ│¼▀^3 mmĢrŻ¼æ¬į┌╣▄Ą└╔ŽŽ╚║ĖŅAČčīėŻ¼Ė∙ō■Bą═╠ū═▓║±Č╚┤_Č©║Ė─_│▀┤ńĪŻŅAČčīėĪóĮŪ║Ė┐pĄ─║ĖĮė┼cę╗░ŃĄ─║ĖĮėĒśą“▓╗ę╗śėĪŻā╔é╚Łh║Ė┐p▓╗─▄═¼Ģr║ĖĮėŻ¼ų┴╔┘ę╗é╚║Ė═Ļ3īėęį║¾Ż¼į┘║ĖĮė┴Ēę╗é╚ĪŻŅAČčīė▓╗─▄┼c╠ū═▓ŽÓ▀BŻ¼Ę±ätĢ■«a╔·æ¬┴”ķ_┴čĪŻ
4 ║Ė║¾┤ļ╩®
4.1 ║Ė║¾Öz£y
Bą═╠ū═▓║ĖĮė═Ļ│╔║¾▀Mąą100%═Ōė^Öz▓ķĪŻ║Ė┐p╔Ž║Ėį³╝░ļs╬’æ¬ŪÕ└ĒĖ╔ā¶Ż¼▒Ē├µŠ∙ä“š¹²RŻ¼¤o░╝┐ėĪó║Ė┴÷Ą╚╚▒Ž▌ĪŻ║Ė┐p▒Ē├µ¤o╚Ōč█┐╔ęŖĄ─┴č╝yĪó╬┤╚█║ŽĪóŖAį³ĪóÜŌ┐ūĪóę²╗Ī║██E╝░ŖAŠ▀║Ė³cĄ╚╚▒Ž▌ĪŻ
═Ōė^Öz▓ķ║ŽĖ±║¾ĘĮ┐╔▀Mąą¤oōpÖz£yĪŻ║ĖĮė═Ļ│╔▌öė═╣▄Ą└└õģs║¾┴ó╝┤▀Mąą┤┼Ę█Öz£yĪóØB═ĖÖz£y╗“│¼┬Ģ▓©Öz£yŻ¼▌öÜŌ╣▄Ą└▀Ć┐╔▀MąąX╔õŠĆÖz£yĪŻ║ĖĮė═Ļ│╔24 h║¾Ż¼ßśī”║Ė┐pį┘┤╬ķ_š╣┤┼Ę█Öz£yĪóØB═ĖÖz£y╗“│¼┬Ģ▓©Öz£yŻ¼┤_▒Ż¤očė▀t┴č╝yĄ╚╚▒Ž▌ĪŻ¤oōpÖz£y▓╗║ŽĖ±Ą─║Ė┐┌┐╔▓╔╚Ī╚▒Ž▌ŪÕ│²ĪóĘĄą▐ęį╝░ėąą¦Ą─║Ė┐p╝ėÅŖ┤ļ╩®▀Mąąą▐Å═ĪŻ
4.2 ║Ė║¾▒Ż£ž┤ļ╩®
Bą═╠ū═▓║ĖĮė═Ļ│╔║¾Ż¼ę¬┴ó╝┤ī”║ĖĄ└╝░ų▄▀ģģ^ė“▀Mąą╝ė¤ß║═░³╣³▒Ż£žŻ¼ęį╝ė┐ņ║Ė┐pųąÜõĄ─öU╔óĪŻ
5 ĮYšZ
Bą═╠ū═▓║ĖĮėą▐Å═╝╝ąg▀mė├ĘČć·ÅVŻ¼ą▐Å═ą¦╣¹║├Ż¼┐╔┐┐ąįĖ▀Ż¼ĮøØ·Łh▒ŻŻ¼┐╔ū„×ķ╣▄Ą└╚▒Ž▌ė└Š├ą▐Å═Ą─ę╗ĘNĘĮĘ©ĪŻķLæcų┴║¶║═║Ų╠ž╩»╗»įŁė═╣▄Ą└═©▀^ā╚Öz£y░l¼FĮī┘ōp╩¦Īó░╝Ž▌║═║Ė┐p╚▒Ž▌Ą╚╔ŽŪ¦╠ÄŻ¼░┤ššėŗäØ├┐─Ļķ_š╣Bą═╠ū═▓ą▐Å═Äū╩«ų┴╔Ž░┘╠ÄĪŻę“Ųõ╩Ūį┌Ħē║╣▄Ą└╔Ž▀MąąĄ─╠ž╝ēäė╗ū„śIŻ¼║ĖĮė┘|┴┐ī”ą▐Å═ą¦╣¹ė░Ēæ▌^┤¾Ż¼Š▀ėąę╗Č©Ą─░▓╚½ļ[╗╝ĪŻę“┤╦Ż¼ū„śI▀^│╠ųąę╗Č©ę¬ū÷║├░▓╚½Ę└ūoĪó’LļU╣▄┐žĪó┘|┴┐╣▄└ĒĪŻ
ū„š▀║åĮķŻ║╚╬É█ŲĮŻ¼1990─Ļ╔·Ż¼▒Š┐ŲŻ¼╣ż│╠ĤŻ¼2013─Ļ«ģśIė┌ųąć°╩»ė═┤¾īWŻ©╚A¢|Ż®Ż¼¼FÅ─╩┬ė═ÜŌ╣▄Ą└ŠSōīą▐╣▄└Ē╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║18647125993Ż¼renap@pipechina.com.cnĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
