



ė═ÜŌ╣▄Ą└Bą═╠ū═▓Łh(hu©ón)Ž“ĮŪ║Ė┐pÖz£y╝╝ąg(sh©┤)Ą─æ¬(y©®ng)ė├蹊┐
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2024─ĻĄ┌2Ų┌ ū„š▀Ż║┘Zš╝∙i ³Süå▓© ĢrķgŻ║2024-4-15 ķåūxŻ║
┘Zš╝∙i ³Süå▓©
ųąć°┤¼╝ē╔ń┘|(zh©¼)┴┐šJūCėąŽ▐╣½╦Š
š¬ę¬Ż║└¹ė├ŽÓ┐žĻćĄ─Š█Į╣Ę©ätĄ─ā×(y©Łu)ä▌Ż¼▓╔ė├ę╗░l(f©Ī)ę╗╩šĄ─┤«┴ą╩ĮÆ▀▓ķĘĮ╩ĮŻ¼ī”Bą═╠ū═▓ĮŪ║Ė┐p┤╣ų▒├µīŹ╩®Öz£yĪŻ═¼ĢrŻ¼└¹ė├ŽÓ┐žĻć╔╚Æ▀Ą─╠ž³cŻ¼═©▀^ā×(y©Łu)╗»įćēKķLÖM┐ū│▀┤ńŻ¼ī”ų„╣▄╝░ĮŪ║Ė┐pģ^(q©▒)ė“?q©▒)Ź╩®Öz£yŻ¼ĮĄĄ═┬Ģ╩°╚ļ╔õĮŪČ╚ī”╗ž▓©Ę∙Č╚Ą─ė░ĒæŻ¼Å─Č°╠ßĖ▀╚▒Ž▌Ą─Öz│÷┬╩ĪŻ
ĻP(gu©Īn)µIį~Ż║Bą═╠ū═▓Ż╗ĮŪ║Ė┐pŻ╗ŽÓ┐žĻć│¼┬ĢŻ╗┤«┴ąÆ▀▓ķŻ╗ ╚▒Ž▌Öz│÷┬╩
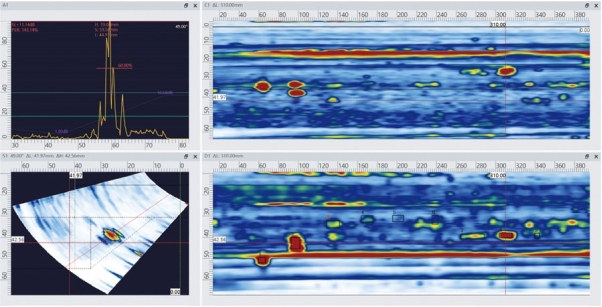
įńŲ┌Į©įO(sh©©)Ą─ė═ÜŌ╣▄Ą└ļSų°▀\ąąĢrķgĄ─į÷╝ė║═▀\ąąŁh(hu©ón)Š│Ą─ūā╗»Ż¼╚▌ęū│÷¼F(xi©żn)Łh(hu©ón)║Ė┐p└Ž╗»ą╣┬®å¢Ņ}ĪŻ╩╣ė├Bą═╠ū═▓ī”┤µį┌░▓╚½ļ[╗╝Ą─║Ė┐p▀MąąčaÅŖŻ¼┐╔ęįėąą¦▒ŻūCŲõ═Ļš¹ąįĪŻė╔ė┌Bą═╠ū═▓Łh(hu©ón)Ž“ĮŪ║Ė┐pŻ©łD 1Ż®ā╔é╚(c©©)Ą─║±Č╚▓╗ę╗ų┬Ż¼╠ū═▓║═ų„╣▄ų«ķg┤µį┌ę╗Č©Ą─ķgŽČŻ¼╠ū═▓é╚(c©©)┤╣ų▒├µ║═ų„╣▄é╚(c©©)╦«ŲĮ├µĄ─╚▒Ž▌ĘĮŽ“ąį▌^ÅŖŻ¼ė├│¼┬ĢÖz£yĘĮĘ©ļyęįÖz£y│÷ĪŻ▒Š╬─蹊┐└¹ė├┤«┴ąÆ▀▓ķ║═├}ø_Ę┤╔õŽÓ┐žĻć│¼┬ĢÖz£y╝╝ąg(sh©┤)üĒ╠ßĖ▀╚▒Ž▌Ą─Öz│÷┬╩ĪŻ
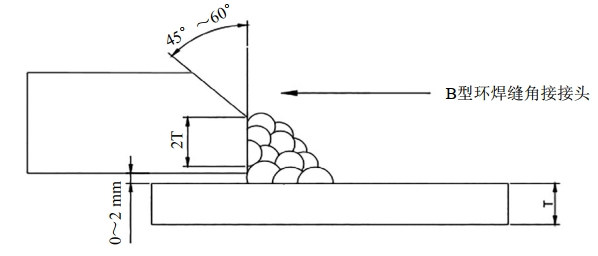
łD1 Bą═╠ū═▓Łh(hu©ón)║Ė┐p─Żą═
1 Öz£yĄ─ųž³c║═ļy³c
1.1 Öz£yųž³c
ų„ę¬Öz£yģ^(q©▒)ė“┐╔Ęų×ķ╚²éĆ▓┐ĘųŻ║Ą┌ę╗Īó╠ū═▓é╚(c©©)╚█║Ž├µŻ║ų„ę¬╚▒Ž▌×ķ╠Ņ│õ▓─┴Ž┼c╠ū═▓┤╣ų▒Ų┬┐┌├µĄ─╬┤╚█║ŽŻ╗Ą┌Č■Īóų„╣▄é╚(c©©)╚█║Ž├µŻ║ų„ę¬╚▒Ž▌×ķ╠Ņ│õ▓─┴Ž┼cų„╣▄╦«ŲĮŲ┬┐┌├µĄ─╬┤╚█║ŽŻ╗Ą┌╚²Īó║Ė┐p╠Ņ│õģ^(q©▒)╝░¤ßė░Ēæģ^(q©▒)Ż¼ų„ę¬╚▒Ž▌░³└©ÜŌ┐ūĪóŖAį³Īó║Ė┐pģ^(q©▒)Ą─╬┤╚█║Ž║═║Ė┐p╝░¤ßė░Ēæģ^(q©▒)Ą─┴č╝yĄ╚ĪŻ
1.2 Öz£yļy³c
ė╔ė┌║Ė┐pĮY(ji©”)śŗ(g©░u)Ą─╠ž╩ŌąįŻ¼╔õŠĆÖz£y¤oĘ©æ¬(y©®ng)ė├ė┌║Ė┐pā╚(n©©i)▓┐Ą─╚▒Ž▌Öz£yŻ¼ų╗─▄▓╔ė├│¼┬Ģ▓©Öz£yĪŻ╚╗Č°Ż¼│¼┬Ģ▓©Öz£yų╗─▄į┌╣▄Ą└═Ō▓┐▀Mąąå╬├µļpé╚(c©©)Öz£yĪŻ─┐Ū░Ż¼Bą═╠ū═▓Ą─│ŻęÄ(gu©®)Öz£yĘĮĘ©╩Ū╗∙ė┌├}ø_Ę┤╔õįŁ└ĒĄ─ŽÓ┐žĻć│¼┬Ģ▓©Öz£y╝╝ąg(sh©┤)Ż©łD 2Ż®ĪŻ
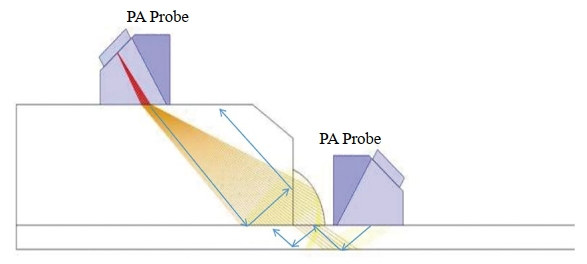
łD 2 │ŻęÄ(gu©®)ŽÓ┐žĻć│¼┬ĢÖz£yłD
├}ø_Ę┤╔õĘ©│¼┬Ģ▓©Öz£yĢrŻ¼ų„┬Ģ╩°┤╣ų▒ė┌╚▒Ž▌▒Ē├µĢrŻ¼╚▒Ž▌▓©ūŅĖ▀ĪŻ«ö(d©Īng)┤µį┌āAĮŪĢrŻ¼╚▒Ž▌▓©Ė▀ļS╚ļ╔õĮŪĄ─į÷┤¾Č°╝▒äĪŽ┬ĮĄĪŻ«ö(d©Īng)┬Ģ▓©┤╣ų▒╚╦╔õĢrŻ¼╗ž▓©▓©Ė▀×ķ1Ż╗«ö(d©Īng)┬Ģ▓©╚ļ╔õĮŪ×ķ2.5ĪŃĢrŻ¼▓©Ę∙Ž┬ĮĄĄĮ0.1Ż╗«ö(d©Īng)āAą▒12ĪŃĢrŻ¼Ž┬ĮĄų┴0.001ĪŻ┤╦ĢrŻ¼āxŲ„ęč¤oĘ©Öz│÷╚▒Ž▌ĪŻ
į┌╠ū═▓é╚(c©©)╝░ų„╣▄é╚(c©©)╚█║Žģ^(q©▒)Ż¼│¼┬Ģ▓©╩°┼c▒╗Öz£y├µ¤oĘ©ą╬│╔ĮėĮ³┤╣ų▒Ą─ĮŪČ╚Ż¼Ę┤╔õ┬Ģ╩°Ą─ų„ę¬─▄┴┐īó▒╗Ę┤╔õĄĮŲõ╦¹ĘĮŽ“Ż¼▓╗─▄▒╗╠ĮŅ^Įė╩šĪŻčž░l(f©Ī)╔õ┬ĘÅĮĘĄ╗ž▒╗╠ĮŅ^Įė╩šĄ─│¼┬Ģ─▄┴┐▌^Ą═Ż¼ę“┤╦Ż¼▀@ā╔éĆģ^(q©▒)ė“Ą─╚▒Ž▌Öz│÷┬╩śOĄ═Ż¼╔§ų┴įņ│╔┬®ÖzĪŻ
2 ĮŌøQĘĮ░Ė╝░Öz£y╣ż╦ć
2.1 ╠ū═▓é╚(c©©)╚█║Ž├µÖz£y╣ż╦ć
Ż©1Ż®Öz£yįŁ└ĒĪŻ
▓╔ė├ŽÓ┐žĻć│¼┬Ģ╝╝ąg(sh©┤)Ż¼└¹ė├╗∙ė┌┤«┴ąÆ▀▓ķĄ─Ęųģ^(q©▒)Öz£yįŁ└ĒīŹ╩®Öz£yĪŻ
┤«┴ąÆ▀▓ķŻ║ę╗éĆŽÓ┐žĻć╠ĮŅ^ųąę╗ĮMŠ¦Ų¼ė├ė┌░l(f©Ī)╔õŻ¼┴Ēę╗ĮMŠ¦Ų¼ė├ė┌Įė╩šŻ¼ĮŌøQė╔ė┌│¼┬Ģ▓©╩°┼c▒╗Öz£y├µĮŪČ╚Ą─įŁę“Ż¼Ę┤╔õų„ę¬┬Ģ─▄▓╗─▄▒╗╠ĮŅ^Įė╩šĄ─å¢Ņ}ĪŻ
Ęųģ^(q©▒)Öz£yŻ║Ė∙ō■(j©┤)Bą═╠ū═▓Ą─║±Č╚╩╣ė├▓╗╔┘ė┌64Š¦Ų¼Ą─ŽÓ┐žĻć╠ĮŅ^į┌╠ū═▓╔Ž▀MąąÖz£yŻ¼└¹ė├ŽÓ┐žĻćĄ─Š█Į╣Ę©ätĄ─ā×(y©Łu)ä▌Ż¼į┌╚█║Ž├µ╔Ž▓╗═¼Ą─╔ŅČ╚╬╗ų├Ż¼ĘųäeįO(sh©©)ų├ę╗ĮM┤«┴ąŻ¼▀MąąĘųģ^(q©▒)ė“Öz£yĪŻ┤«┴ąĄ─ĮMöĄ(sh©┤)┼cĘųģ^(q©▒)Ą─öĄ(sh©┤)┴┐ī”æ¬(y©®ng)Ż¼▒ŻūCš¹éĆ╚█║Ž├µ▒╗Öz£yģ^(q©▒)ė“Ė▓╔wĪŻ
Ż©2Ż®įćēKįO(sh©©)ėŗ╝░ņ`├¶Č╚š{(di©żo)š¹ĪŻ
Ė∙ō■(j©┤)Ęųģ^(q©▒)┤«┴ąÆ▀▓ķĄ─╠ž³cįO(sh©©)ėŗ┴╦Öz£yī”▒╚įćēKŻ¼ė├ė┌Bą═╠ū═▓é╚(c©©)┤╣ų▒├µÖz£yņ`├¶Č╚Ą─š{(di©żo)įćĪŻ
ī”▒╚įćēKį┌┤╣ų▒ĘĮŽ“├┐Ė¶2 mmĪ½3 mmįO(sh©©)ų├ę╗éĆų▒ÅĮ×ķ2 mmĄ─ŲĮĄū┐ūŻ¼╔ŽŽ┬▒Ē├µįO(sh©©)ų├1 mmĪ┴1 mmĄ─ÖM▓█Ż¼Ę┤╔õ¾wķg╦«ŲĮĘĮŽ“ŽÓŠÓ20 mmĪŻ
įćēKš{(di©żo)įćĢrīó▓╗═¼Ęųģ^(q©▒)Ą─ŲĮĄū┐ūĄ─▓©Ę∙š{(di©żo)š¹ĄĮ80%ØMŲ┴Ė▀Ż¼ęį┤╦ū„×ķÖz£y╗∙£╩(zh©│n)ņ`├¶Č╚Ż¼═¼Ģr├┐éĆĘųģ^(q©▒)įO(sh©©)ų├Öz£yķlķTŻ¼ØMūŃÖz£yģ^(q©▒)ė“Ą─═¼ĢrŻ¼Ž▐ųŲŲõ╦¹ė░ĒæįuārĄ─ą┼╠¢│÷¼F(xi©żn)į┌Öz£yłDūVųąŻ¼įO(sh©©)ų├├┐éĆ═©Ą└Š█Į╣Ģrę¬┤_▒Żų„┬Ģ╩°ī”ŽÓÓÅĘ┤╔õėąę╗Č©Ą─Ė▓╔wŻ¼ęį▒ŻūCī”Ęųģ^(q©▒)ķgŽČĄ─Öz£yĪŻ
Ż©3Ż®Öz£yĮY(ji©”)╣¹’@╩ŠĪŻ
Öz£yĮY(ji©”)╣¹ęįļp├µÄ¦ĀŅłD▀Mąą’@╩ŠŻ¼Ä¦ĀŅłD╩Ū░┤ššÖz£yĘųģ^(q©▒)Ż©├┐éĆĦĀŅłD┤·▒Ēę╗éĆĘųģ^(q©▒)Ż®’@╩ŠĄ─ĦŅü╔½ēKĪó│╩░³Įj(lu©░)ŠĆĄ─AÆ▀├ĶłDŽ±Ż©łD 3Ż®ĪŻ

łD 3 Ęųģ^(q©▒)Öz£yĦĀŅłD
ļpķT╩ŪųĖ▓©Ę∙ķT║═ĢrķgķTĪŻ├┐éĆĘųģ^(q©▒)Ą─┬Ģ╩°ĘųäeįO(sh©©)ų├ŽÓæ¬(y©®ng)Ą─▓©Ę∙ķT║═ĢrķgķTĪŻį┌ĦĀŅłDųąŻ¼«ö(d©Īng)ķTā╚(n©©i)ą┼╠¢▓©Ę∙┤¾ė┌╗“Ą╚ė┌5%ØMŲ┴Ė▀Ģrīó▒╗▓╔╝»’@╩ŠĪŻ▓©Ę∙Ą─Ė▀Č╚▓╗═¼Ż¼Ä¦ĀŅłDųąĄ─ą┼╠¢░³Įj(lu©░)ŠĆĄ─ķLČ╚▓╗═¼ĪŻ«ö(d©Īng)ą┼╠¢┤¾ė┌╗“Ą╚ė┌20%ØMŲ┴Ė▀ĢrŻ¼īóį┌ĦĀŅłDųą’@╩ŠŅü╔½▓╗═¼ĪóķLČ╠▓╗═¼Ą─Ņü╔½ēKĪŻ
×ķ┴╦ęĢėXų▒ė^Ż¼į┌ĦĀŅłDųąė├Ņü╔½Ż©┐╔ęįūįąąį┌ŽĄĮy(t©»ng)ųąįO(sh©©)ų├Ż®┤·▒Ē▓©Ę∙ĪŻ═©│Ż20%Ī▄▓©Ę∙Ė▀Č╚Ż╝40%ØMŲ┴Ė▀Ģr×ķŠG╔½Ż¼40%Ī▄▓©Ę∙Ė▀Č╚Ż╝80%ØMŲ┴Ė▀Ģr×ķ╝t╔½Ż¼80%Ī▄▓©Ę∙Ė▀Č╚ØMŲ┴Ė▀Ģr×ķ³S╔½ĪŻ
Ņü╔½ēKĄ─ķLČ╠┤·▒Ēą┼╠¢ŽÓī”ė┌Ų┬┐┌Ą─╬╗ų├ĪŻŅü╔½ēKĄ─ķLČ╚╬╗ė┌’@╩ŠĘųģ^(q©▒)ųąķgĢrŻ¼šf├„ą┼╠¢äé║├╬╗ė┌╚█║Ž├µ╬╗ų├Ż¼┤╦Ģr£y┴┐ą┼╠¢į┌ķTųąĄ─╬╗ų├Ż¼ķT╬╗ųĄ╝s×ķ0Ż╗«ö(d©Īng)Ņü╔½ēKķLČ╚ąĪė┌1/2’@╩ŠĘųģ^(q©▒)īÆČ╚ĢrŻ¼šf├„ą┼╠¢╬╗ė┌╚█║Ž├µ═Ō┐┐Į³╠ĮŅ^ę╗é╚(c©©)Ż¼┤╦Ģr£y┴┐ą┼╠¢į┌ķTųąĄ─╬╗ų├Ż¼ķT╬╗ųĄ×ķžōųĄŻ╗«ö(d©Īng)Ņü╔½ēKķLČ╚┤¾ė┌1/2’@╩ŠĘųģ^(q©▒)īÆČ╚ĢrŻ¼šf├„ą┼╠¢╬╗ė┌╚█║Ž├µā╚(n©©i)▀hļx╠ĮŅ^ę╗é╚(c©©)Ż¼┤╦Ģr£y┴┐ą┼╠¢į┌ķTųąĄ─╬╗ų├Ż¼ķT╬╗ųĄ×ķš²ųĄĪŻ
2.2 ų„╣▄╝░║Ė┐pģ^(q©▒)ė“Öz£y╣ż╦ć
į┌ų„╣▄╔ŽÖz£y▓╔ė├32Ļćį┤ŽÓ┐žĻć╠ĮŅ^Ż¼╩╣ė├ŽÓ┐žĻć╔╚Æ▀Ż¼└¹ė├ŽÓ┐žĻćĮŪČ╚Ų½▐D(zhu©Żn)Ą─╠ž³cŻ¼╣╠Č©ę╗éĆ╠ĮŅ^╬╗ų├Ż¼į┌╠ĮŅ^▓╗äėĄ─ŪķørŽ┬ę▓─▄ē“?q©▒)Ź¼F(xi©żn)ī”ų„╣▄╦«ŲĮ├µ╝░š¹éĆ║Ė┐pģ^(q©▒)ė“Ą─Ė▓╔wŻ©łD 4Ż®ĪŻ
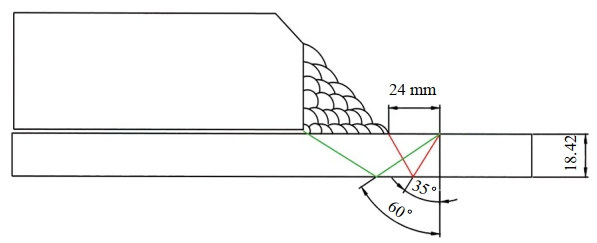
łD 4 ų„╣▄é╚(c©©)╝░║Ė┐pģ^(q©▒)ė“Ą─Öz£yįŁ└Ē
×ķ┴╦£p╔┘┬Ģ╩°╚ļ╔õĮŪČ╚ī”╗ž▓©Ę∙Č╚Ą─ė░ĒæŻ¼ī”¼F(xi©żn)ėąPAUTįćēK▀Mąą┴╦ą▐Ė─Ż¼īóų▒ÅĮ×ķ2mmĄ─ķLÖM┐ūą▐Ė─×ķų▒ÅĮ×ķ0.5mmĄ─ķLÖM┐ūŻ¼į┌▒ŻūCą┼įļ▒╚Ą─Ū░╠ߎ┬╠ßĖ▀┴╦Öz£yĄ─ņ`├¶Č╚ĪŻ
3 Öz£y╣ż╦ćīŹ╩®╝░“×ūC
3.1 Öz£yŲ„▓─
āxŲ„: ▓╔ė├64/128 │¼┬Ģ▓©ŽÓ┐žĻćÖz£yāxŻ¼╠ĮŅ^: 5L32-0.6x10ŽÓ┐žĻćę╗ŠSŠĆĻć╠ĮŅ^7.5L64-1.0x10ŽÓ┐žĻćę╗ŠSŠĆĻć╠ĮŅ^ĪŻ
Bą═╠ū═▓ĮŪ║Ė┐p▓╔ė├ļpé╚(c©©)Æ▀▓ķĄ─ĘĮ╩ĮŻ¼╝┤Å─B╠ūĪóų„╣▄─Ė▓─é╚(c©©)▀MąąŽÓ┐žĻćÖz£yĪŻßśī”Bą═╠ū═▓Ą─ĮY(ji©”)śŗ(g©░u)╠ž³cŻ¼īŻķTįO(sh©©)ėŗÖz£y╣żčbŻ©łD 5Ż®Ż¼┼õ║ŽīŻķTķ_░l(f©Ī)Ą─▄ø╝■Ż¼┐╔ęįīŹ¼F(xi©żn)ę╗┤╬Æ▀▓ķ═¼Ģr▓╔╝»ā╔éĆ╠ĮŅ^Ą─öĄ(sh©┤)ō■(j©┤)Ż¼┤¾┤¾╠ßĖ▀┴╦Öz£yą¦┬╩ĪŻ

łD 5 Öz£y╣żčb
3.2 Öz£yĮY(ji©”)╣¹ī”▒╚
Ż©1Ż®Bą═╠ū═▓┤╣ų▒├µĪŻ
×ķ┴╦“×ūC╚▒Ž▌Ą─Öz│÷ą¦╣¹Ż¼╝ė╣żųŲū„┴╦Ħėą─ŻöM╚▒Ž▌Ą─įćēKŻ¼įćēKųąčžų°╠ū═▓é╚(c©©)╚█║Ž├µĘųäe╝ė╣ż┴╦▓╗═¼╔ŅČ╚Ą─╚²éĆ─ŻöM╬┤╚█║Ž╚▒Ž▌ĪŻāxŲ„įO(sh©©)éõī”▒╚įćēK╔Žš{(di©żo)į湯£╩(zh©│n)║¾į┌īŻė├─ŻöMįćēK╔Ž▀Mąą┴╦Öz£yŻ©łD 6Ż®ĪŻ
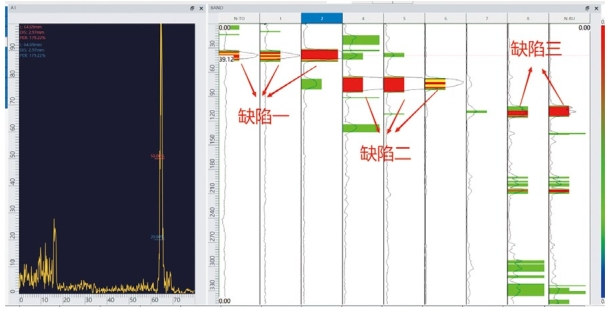
łD 6 ╠ū═▓é╚(c©©)─ŻöMįćēKÖz£yłDūV
¼F(xi©żn)ł÷Öz£yłDūVųąŻ║╚▒Ž▌ę╗į┌łDūVųąų„ꬒ@╩Š═©Ą└×ķ1║═2═©Ą└Ż¼šf├„įō╚▒Ž▌╬╗ė┌╠ū═▓é╚(c©©)╚█║Žģ^(q©▒)Į³▒Ē├µŻ¼ūį╔ĒĖ▀Č╚┤¾ė┌Ęųģ^(q©▒)Ė▀Č╚3 mmŻ¼╚▒Ž▌ķLČ╚╝s15 mmŻ╗╚▒Ž▌Č■į┌łDūVųąų„ꬒ@╩Š═©Ą└×ķ4Īó5Īó6╚²éĆ═©Ą└Ż¼šf├„įō╚▒Ž▌╬╗ė┌╠ū═▓é╚(c©©)╚█║Žģ^(q©▒)ųąķg▓┐╬╗Ż¼ūį╔ĒĖ▀Č╚┤¾ė┌Ęųģ^(q©▒)Ė▀Č╚6 mmŻ¼╚▒Ž▌ķLČ╚╝s15 mmŻ╗╚▒Ž▌╚²į┌łDūVųąų„ꬒ@╩Š═©Ą└×ķ8║═Ė∙▓┐▓█═©Ą└Ż¼šf├„įō╚▒Ž▌╬╗ė┌╠ū═▓é╚(c©©)╚█║Žģ^(q©▒)Ž┬▒Ē├µŻ¼ūį╔ĒĖ▀Č╚ąĪė┌Ęųģ^(q©▒)Ė▀Č╚3 mmŻ¼╚▒Ž▌ķLČ╚╝s15 mmĪŻ
Ż©2Ż®ų„╣▄╦«ŲĮ├µ╝░║Ė┐pģ^(q©▒)ĪŻ
ų„╣▄é╚(c©©)Öz£y─ŻöMįćēKųąį┌╦«ŲĮ├µ╝ė╣ż┴╦3éĆ▓╗═¼│▀┤ńĄ──ŻöM╬┤╚█║Ž╚▒Ž▌Ż¼į┌║Ė┐pģ^(q©▒)╝ė╣ż┴č╝yĪóŖAį³ĪóÜŌ┐ū╚²éĆ▓╗═¼ŅÉą═Ą─╚▒Ž▌Ż©łD 7Ż®ĪŻ
łD 7 ų„╣▄é╚(c©©)─ŻöMįćēKÖz£yłDūV
Å─ęį╔ŽłDūVųą┐╔ęį┐┤ĄĮŻ¼─ŻöMįćēKųąĄ─╚▒Ž▌į┌łDūVųąŠ∙ėą’@╩ŠŻ¼═©▀^ā×(y©Łu)╗»įćēKĘ┤╔õ¾w│▀┤ńŻ¼┐╔ęįīŹ¼F(xi©żn)ī”ų„╣▄é╚(c©©)╦«ŲĮ├µ╝░║Ė┐pģ^(q©▒)ė“Ą─Öz£yĪŻÖz£y╣ż╦ćį┌─ŻöMįćēK╔ŽĄ├ĄĮ┴╦▌^║├Ą─“×ūCŻ¼ØMūŃś╦(bi©Īo)£╩(zh©│n)ųą╣ż╦ć“×ūCĄ─ę¬Ū¾ĪŻ
4 ĮY(ji©”)šō
Ż©1Ż®ė╔ė┌║Ė┐pĄ─ĮY(ji©”)śŗ(g©░u)ą╬╩Į╠ž╩ŌŻ¼└¹ė├│ŻęÄ(gu©®)│¼┬Ģ▓©╝░ŽÓ┐žĻć╝╝ąg(sh©┤)ī”Bą═╠ū═▓┤╣ų▒├µ╝░ų„╣▄╦«ŲĮ├µĄ─╬┤╚█║Ž╚▒Ž▌Öz│÷┬╩║▄Ą═Ż¼╔§ų┴¤oĘ©Öz│÷ĪŻ▓╔ė├╗∙ė┌┤«┴ąÆ▀▓ķĄ─Ęųģ^(q©▒)Öz£y╝╝ąg(sh©┤)┐╔ęį║▄║├Ą─īŹ¼F(xi©żn)ī”┤╣ų▒├µĄ─Öz£yŻ¼Öz£yą¦╣¹▌^║├Ż¼┐╔ØMūŃ╣ż│╠¼F(xi©żn)ł÷Öz£yĄ─ę¬Ū¾ĪŻ
Ż©2Ż®▓╔ė├ŽÓ┐žĻć╔╚ą╬Æ▀▓ķ╝╝ąg(sh©┤)Ż¼└¹ė├ā×(y©Łu)╗»║¾Ą─Öz£yįćēK▀Mąąņ`├¶Č╚ąŻ£╩(zh©│n)Ż¼┐╔ęįīŹ¼F(xi©żn)ī”ų„╣▄╦«ŲĮ├µ╝░║Ė┐pģ^(q©▒)Ą─Ė▓╔wŻ¼╚▒Ž▌Öz│÷┬╩▌^Ė▀Ż¼┐╔ØMūŃ╣ż│╠¼F(xi©żn)ł÷Öz£yĄ─ę¬Ū¾ĪŻ╩╣ė├īŻė├Ą─Æ▀▓ķčbų├╝░Öz£yĘų╬÷▄ø╝■Ż¼Æ▀▓ķöĄ(sh©┤)ō■(j©┤)┐╔ėøõø▓ó▒Ż┤µŻ¼║¾└m(x©┤)┐╔ęįųžÅ═(f©┤)ī”öĄ(sh©┤)ō■(j©┤)▀MąąĘų╬÷ĪŻ

ū„š▀║åĮķŻ║┘Zš╝∙iŻ¼1983─Ļ╔·Ż¼Ė▀╝ē╣ż│╠ĤŻ¼ųąć°┤¼╝ē╔ń┘|(zh©¼)┴┐šJūCėąŽ▐╣½╦Š¤oōpÖz£yśI(y©©)äš(w©┤)žōž¤(z©”)╚╦Ż¼ųąć°╠žĘNįO(sh©©)éõÖz“×ģf(xi©”)Ģ■╣ż╬»Ģ■╬»åTŻ¼╚½ūįäė│¼┬Ģ▓©Öz£yŻ©AUTŻ®┐╝╬»│╔åTŻ¼╠žĘNįO(sh©©)éõ¤oōpÖz£yÖCśŗ(g©░u)ĶbČ©įuīÅåTŻ¼ųą╩»ė═Īóć°╝ę╣▄ŠW(w©Żng)¤oōpÖz£yīŻ╝ęĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║13550305288Ż¼jiazhanpeng@163.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
